Enhancement of Exit Flow Uniformity by Modifying the Shape of a Gas Torch to Obtain a Uniform Temperature Distribution on a Steel Plate during Preheating


Abstract
:Featured Application
Abstract
1. Introduction
2. Description of Steel Preheating Process and Gas Torch Models
2.1. Description of Steel Preheating Process
2.2. The Basic Gas Torch Model
2.3. Three New Models
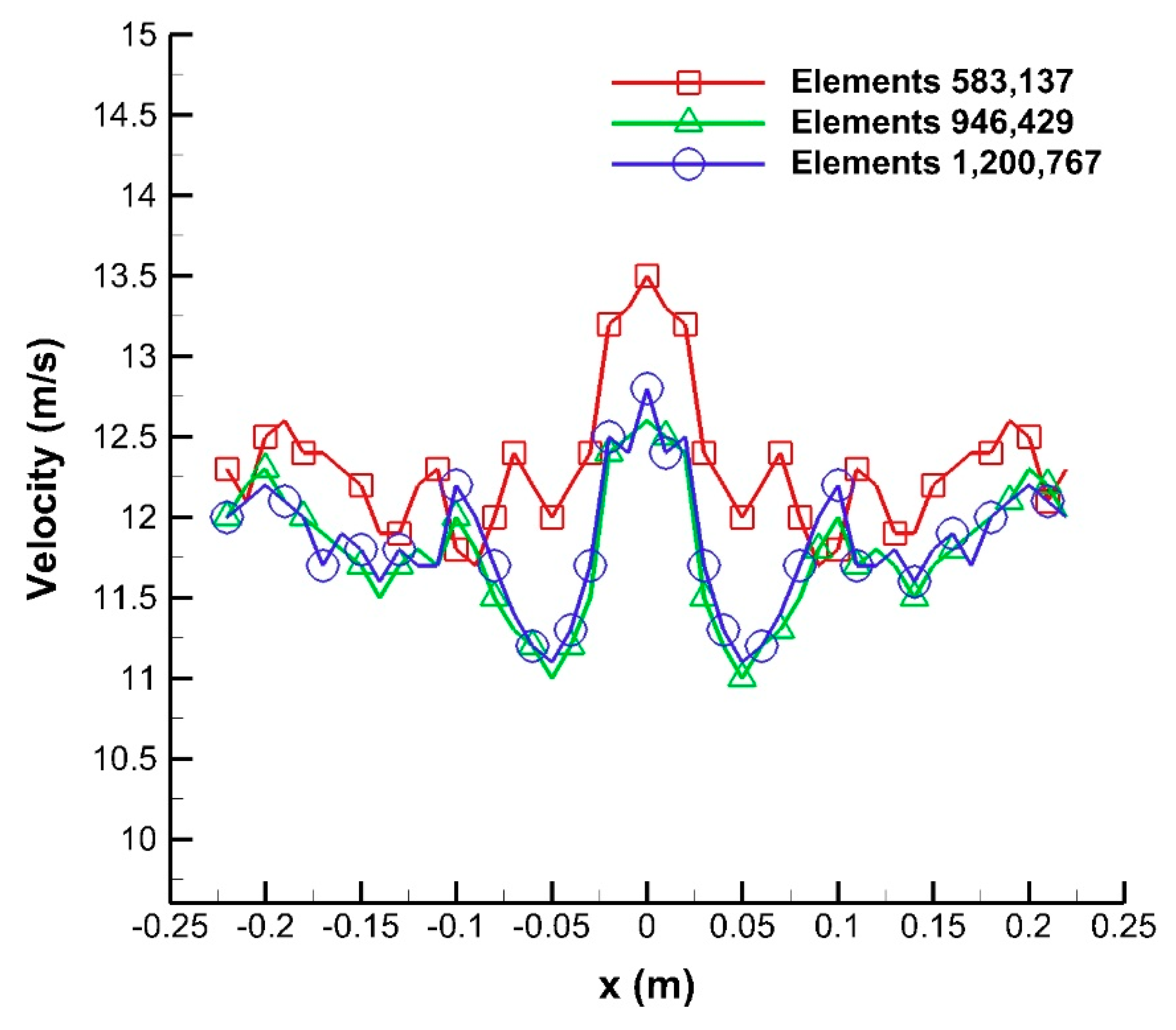
3. Numerical Simulation
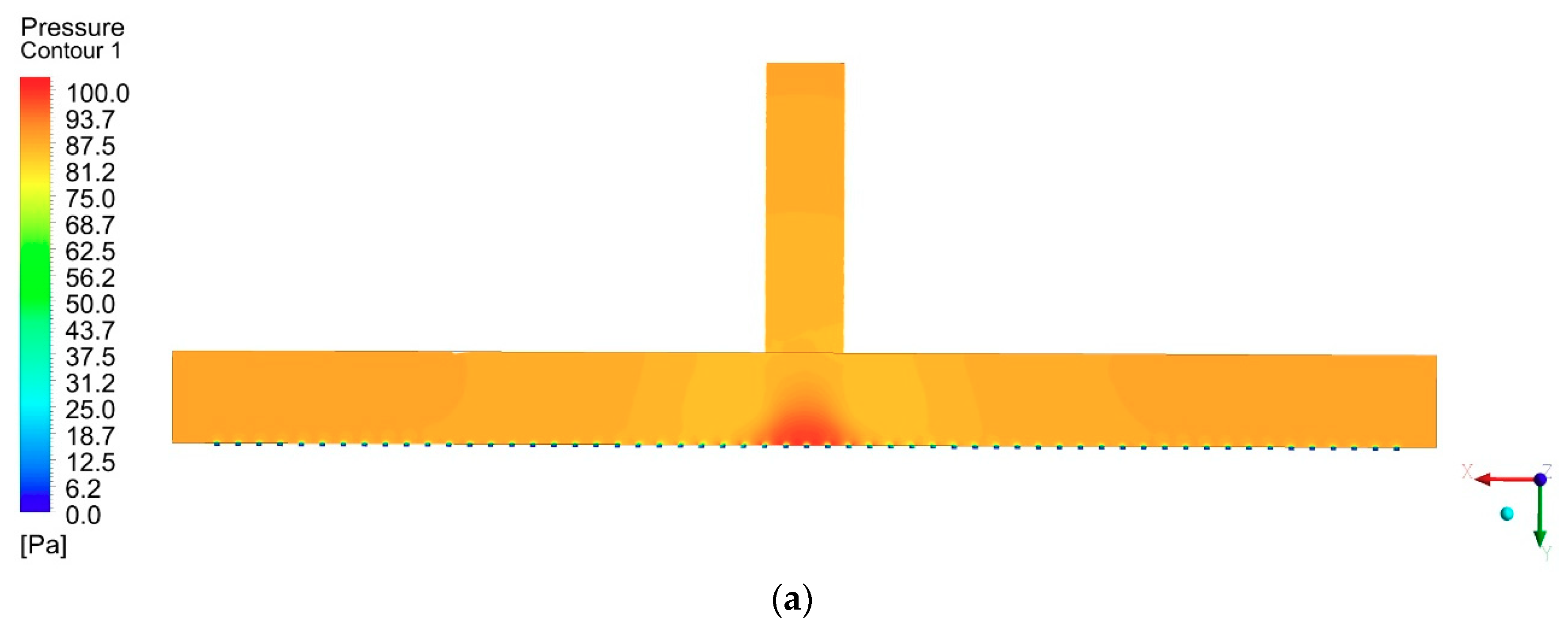
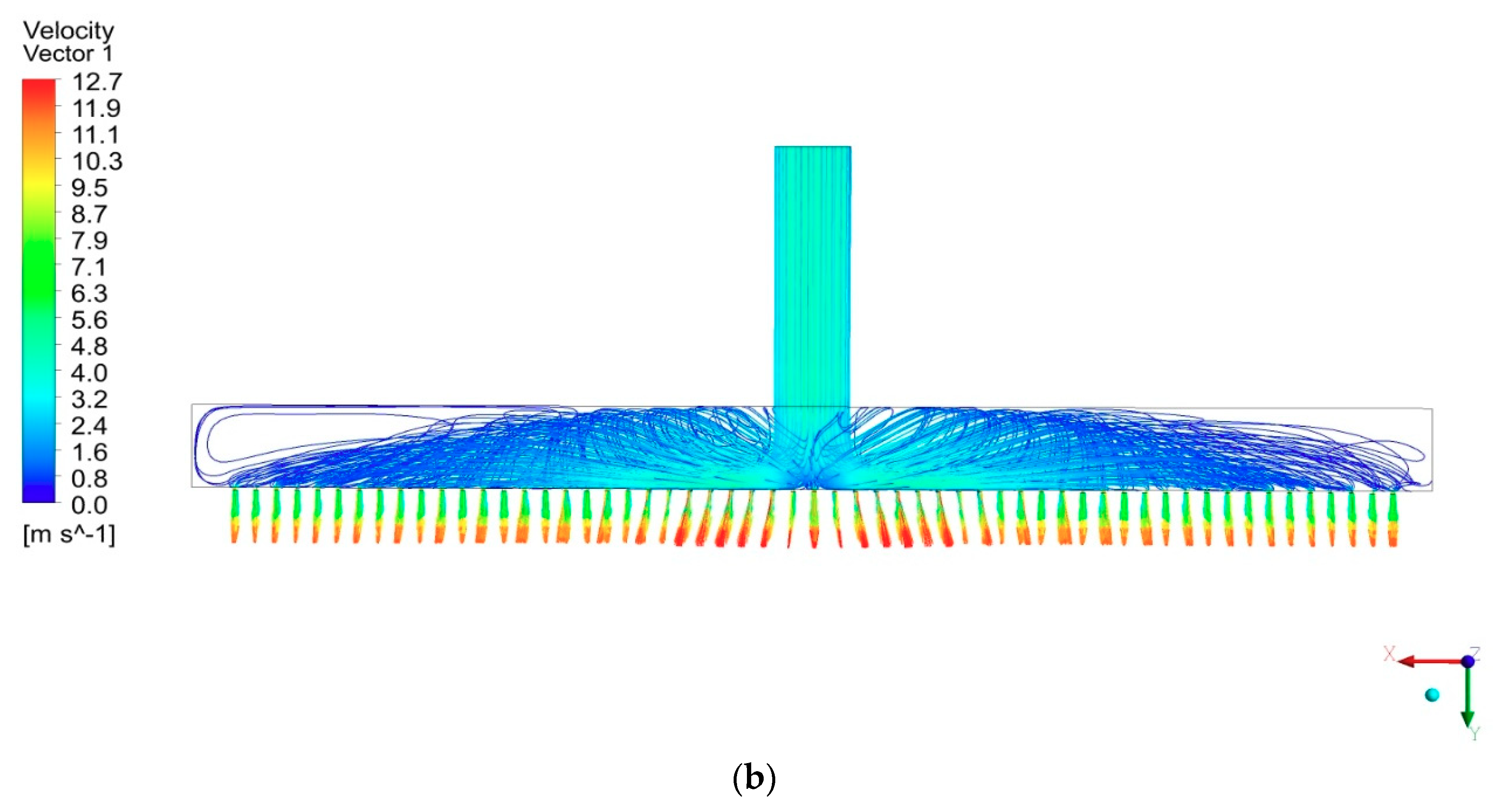
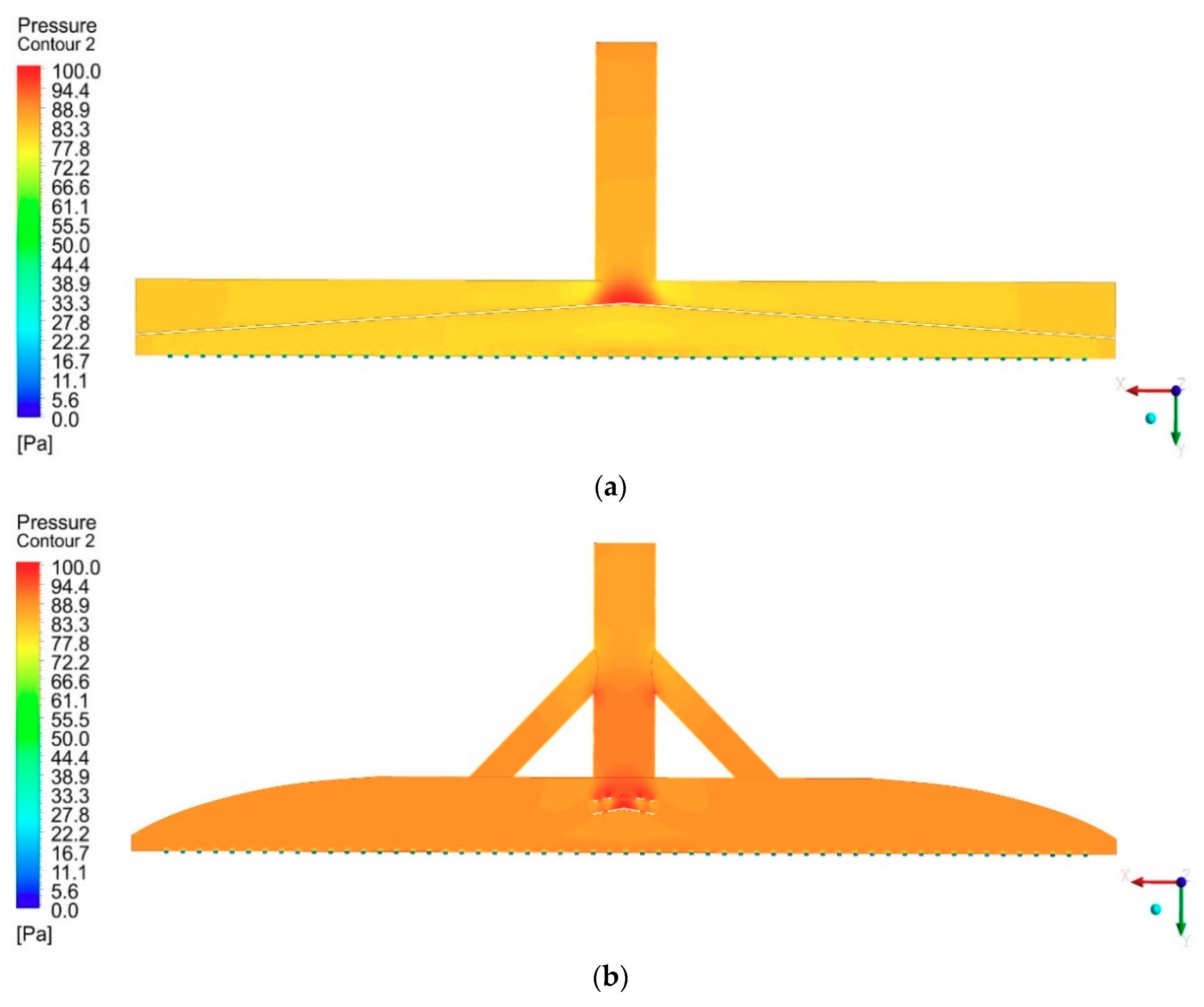
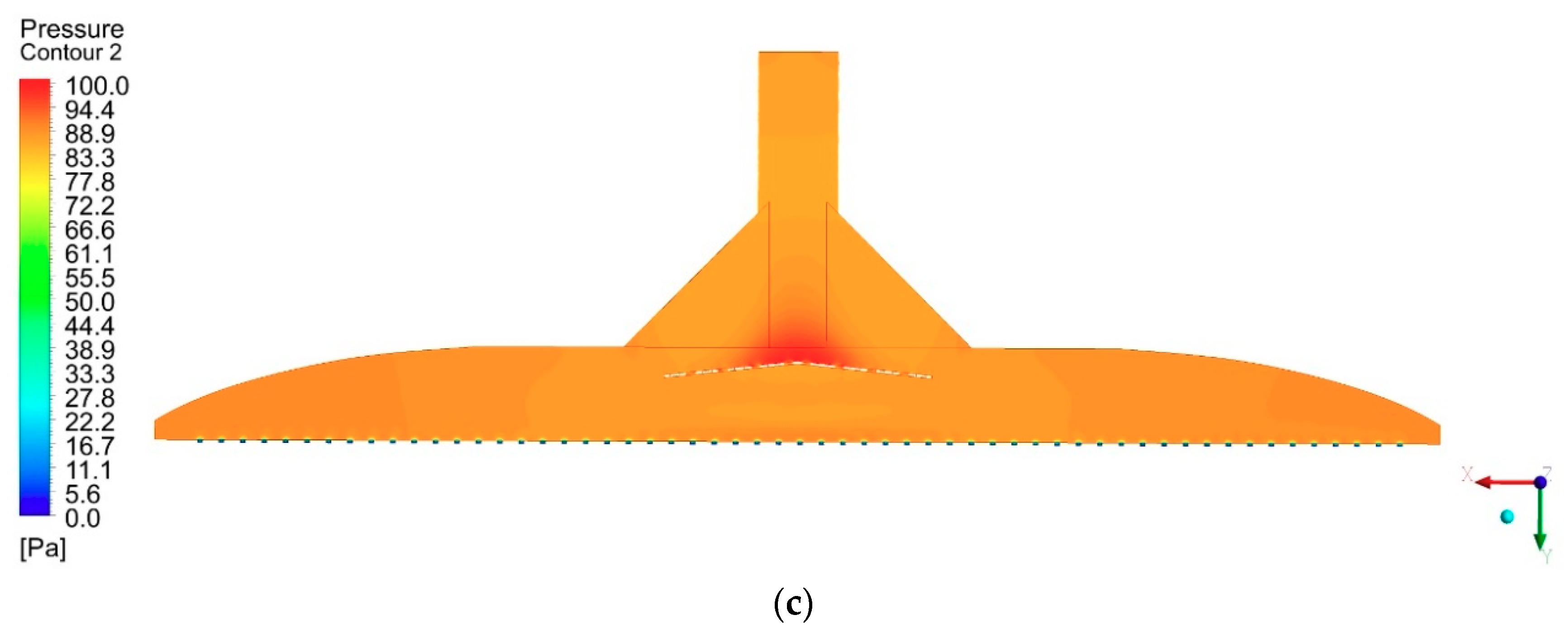
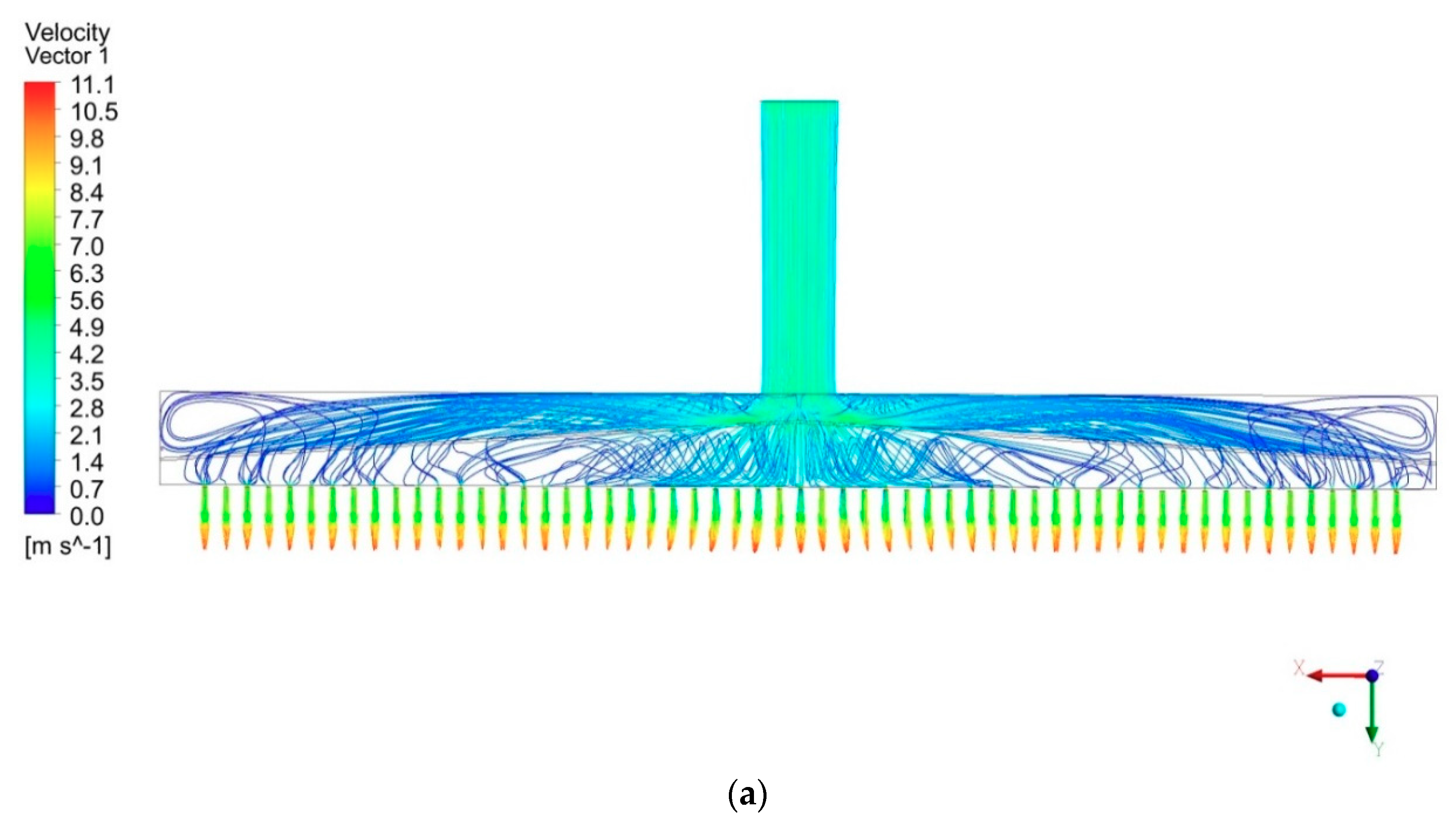
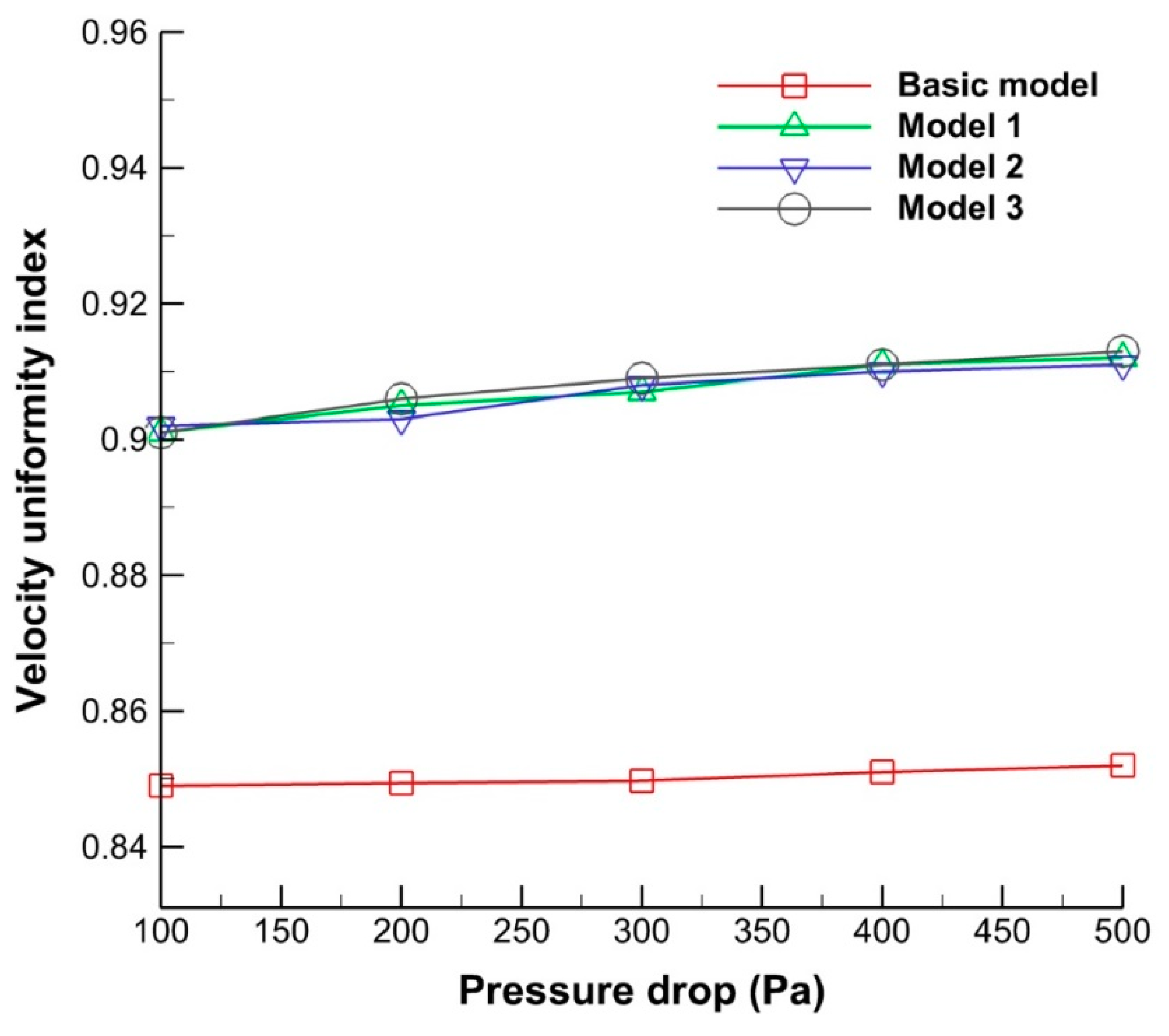
4. Comparison of Pressure Drop and Flow Field Distribution between the Basic and Modified Models
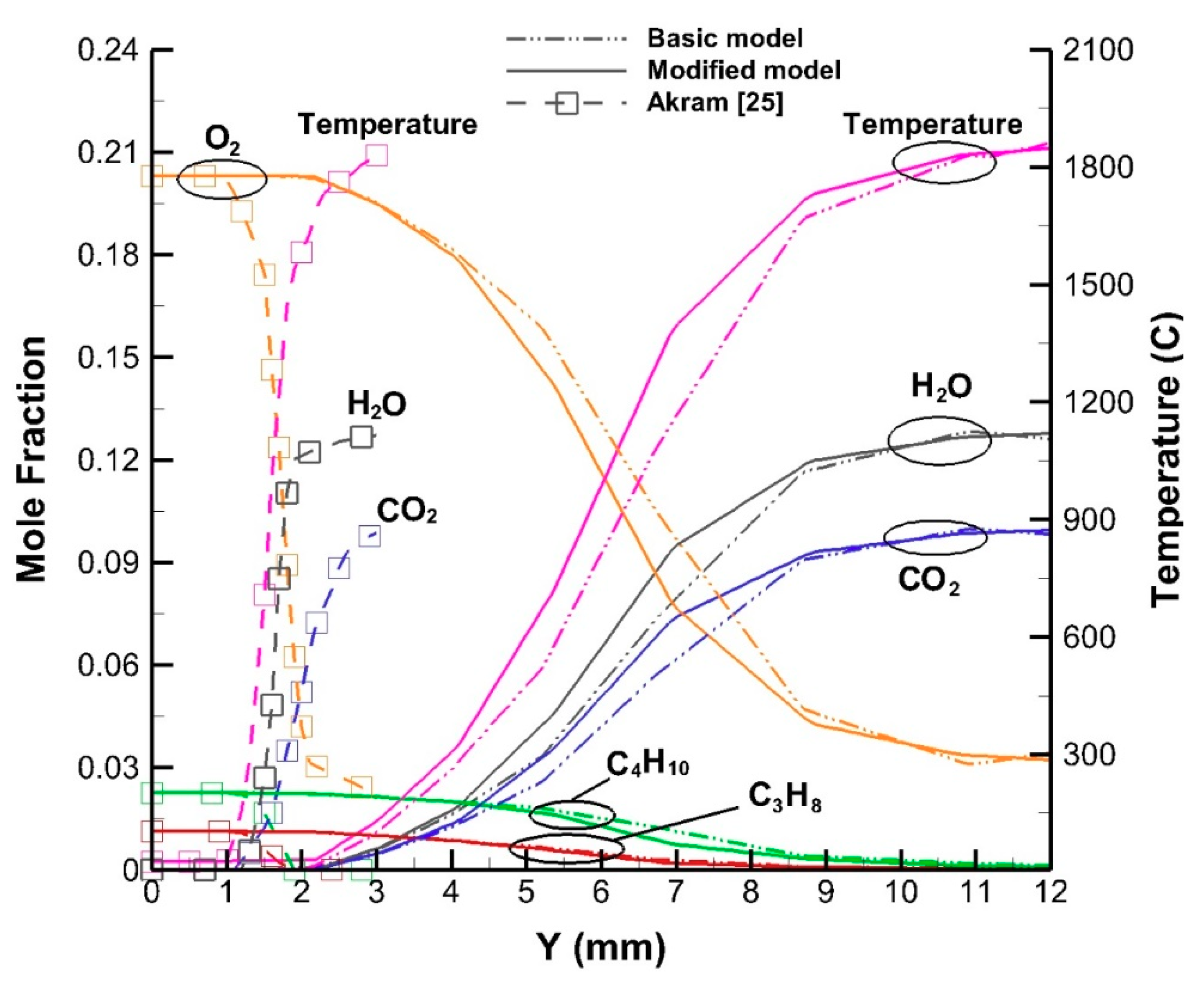
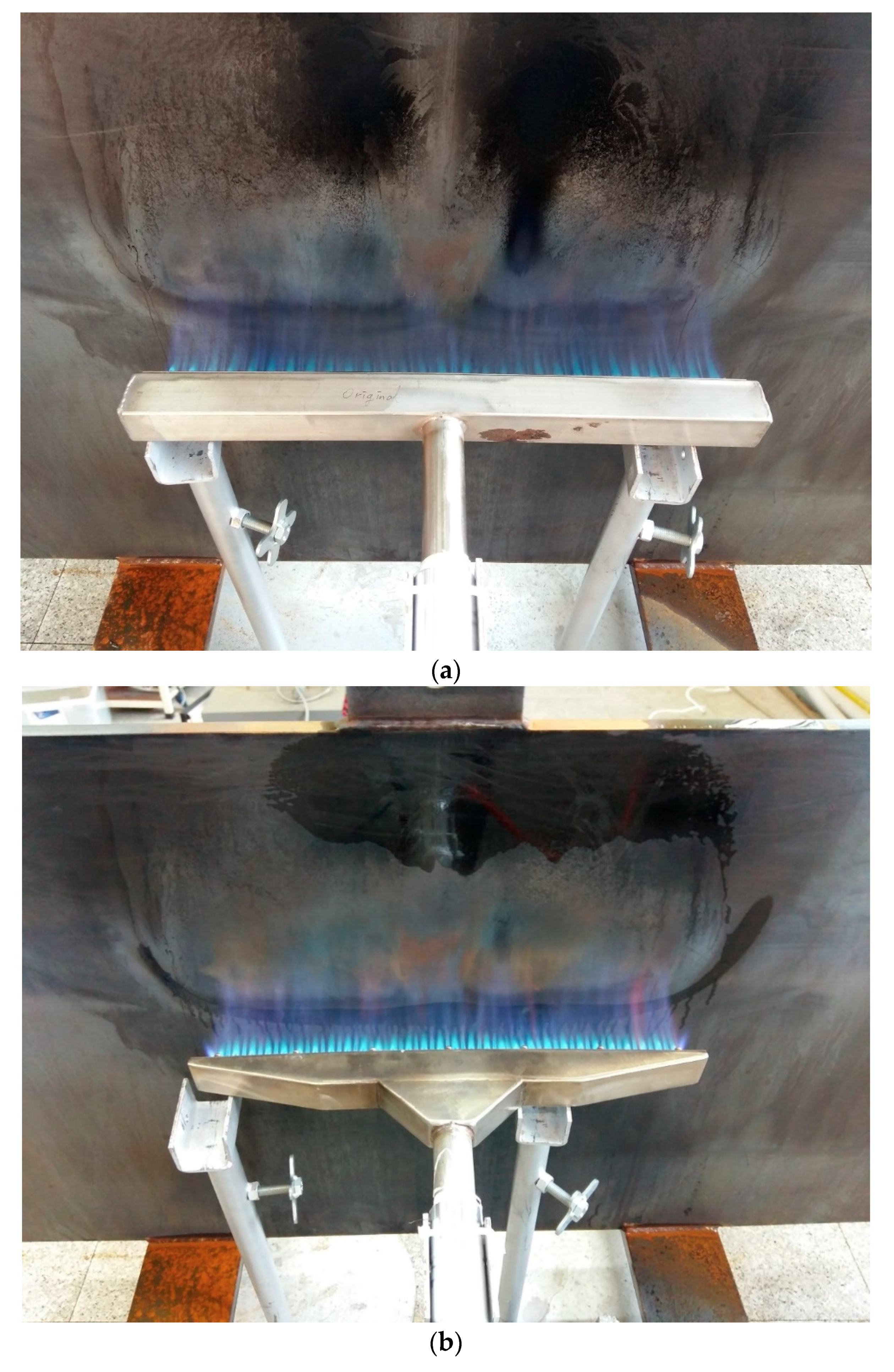
5. Comparison of Flame Structure and the Steel-Plate Temperature Distribution between the Basic and Modified Models
5.1. Mathematical Model
- v′i,r is the stoichiometric coefficients for reactant i in reaction r
- v″j,r is the stoichiometric coefficients for product i in reaction r
- Mw is the molecular weight (kg/kmol)
- k is the turbulence kinetic energy rate (J/kg)
- ε is the turbulent dissipation rate (m2/s3)
- YP is the mass fraction of product species, P
- YR is the mass fraction of a particular reactant, R
- A is an empirical constant equal to 4.0
- B is an empirical constant equal to 0.5
5.2. Boundary Conditions for Turbulent Combustion
- is the position vector
- is the direction vector
- is the scattering direction vector
- is the absorption coefficient
- is the refractive index
- is the scattering coefficient
- is the Stefan–Boltzmann constant (5.669 × 10−8 W·m−2·K−4)
- is the radiation intensity
- is the local temperature
- is the phase function
- is the solid angle
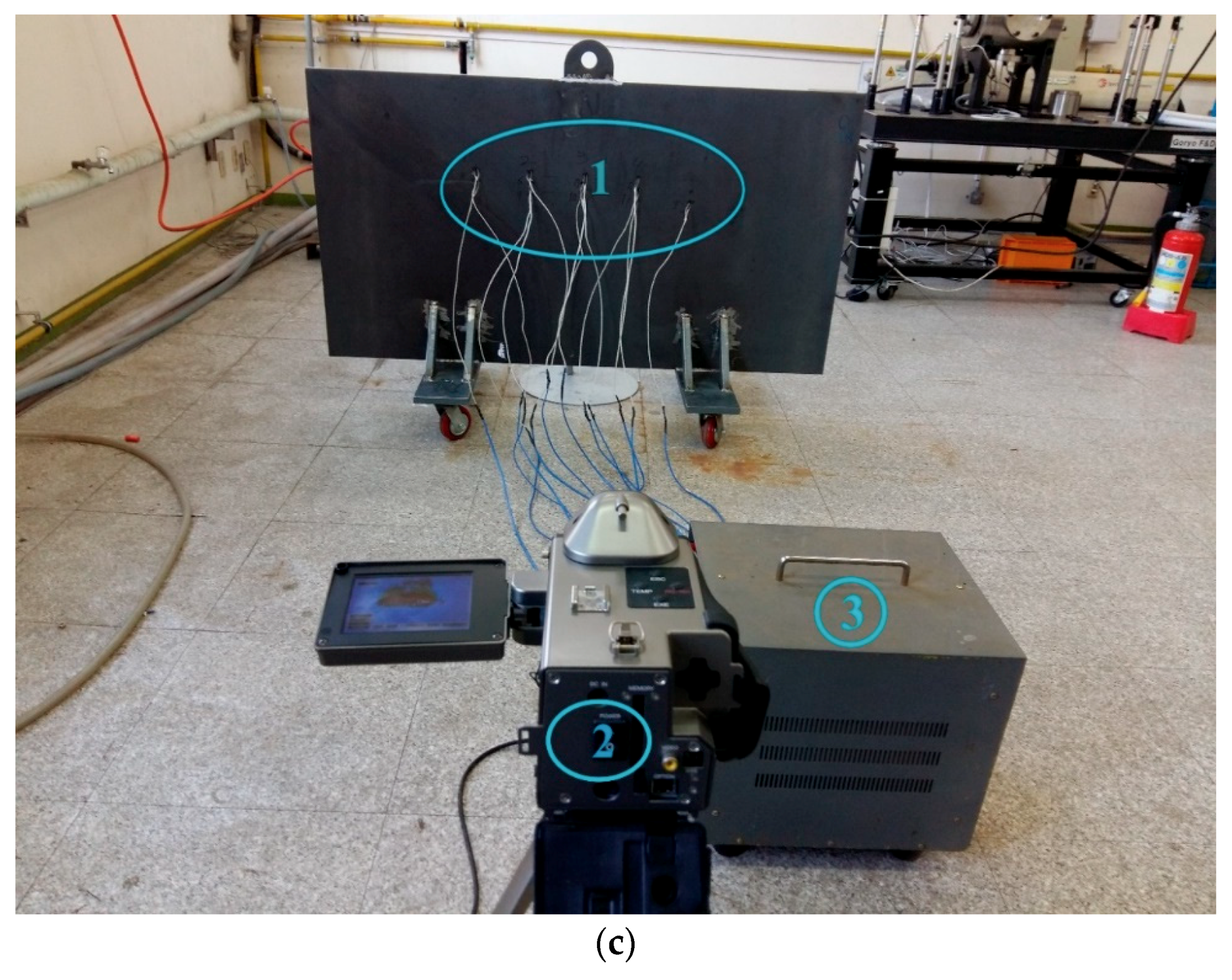
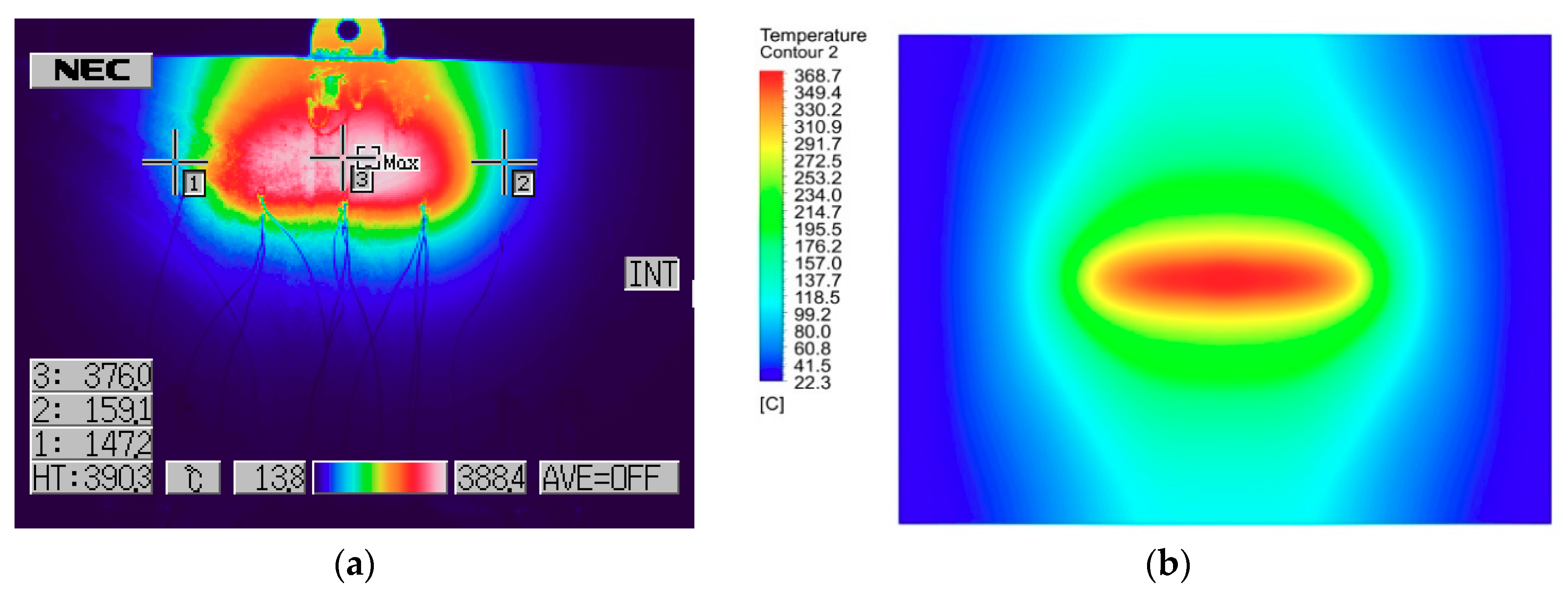
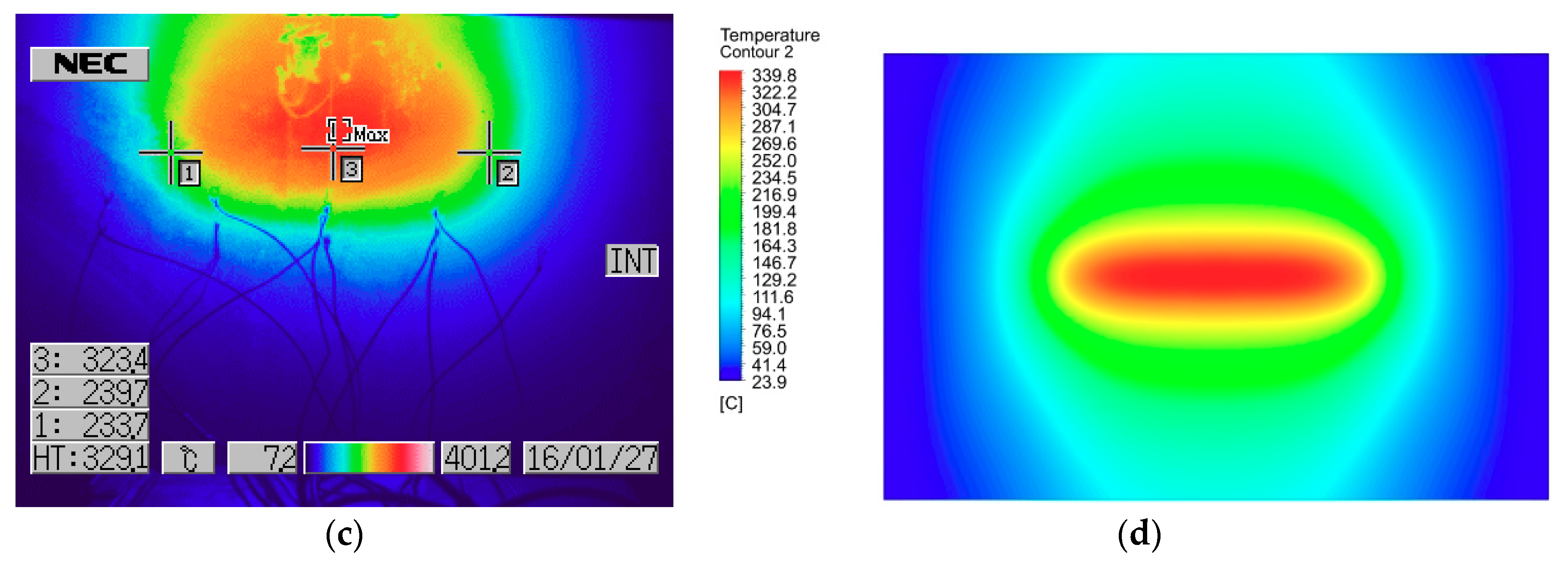
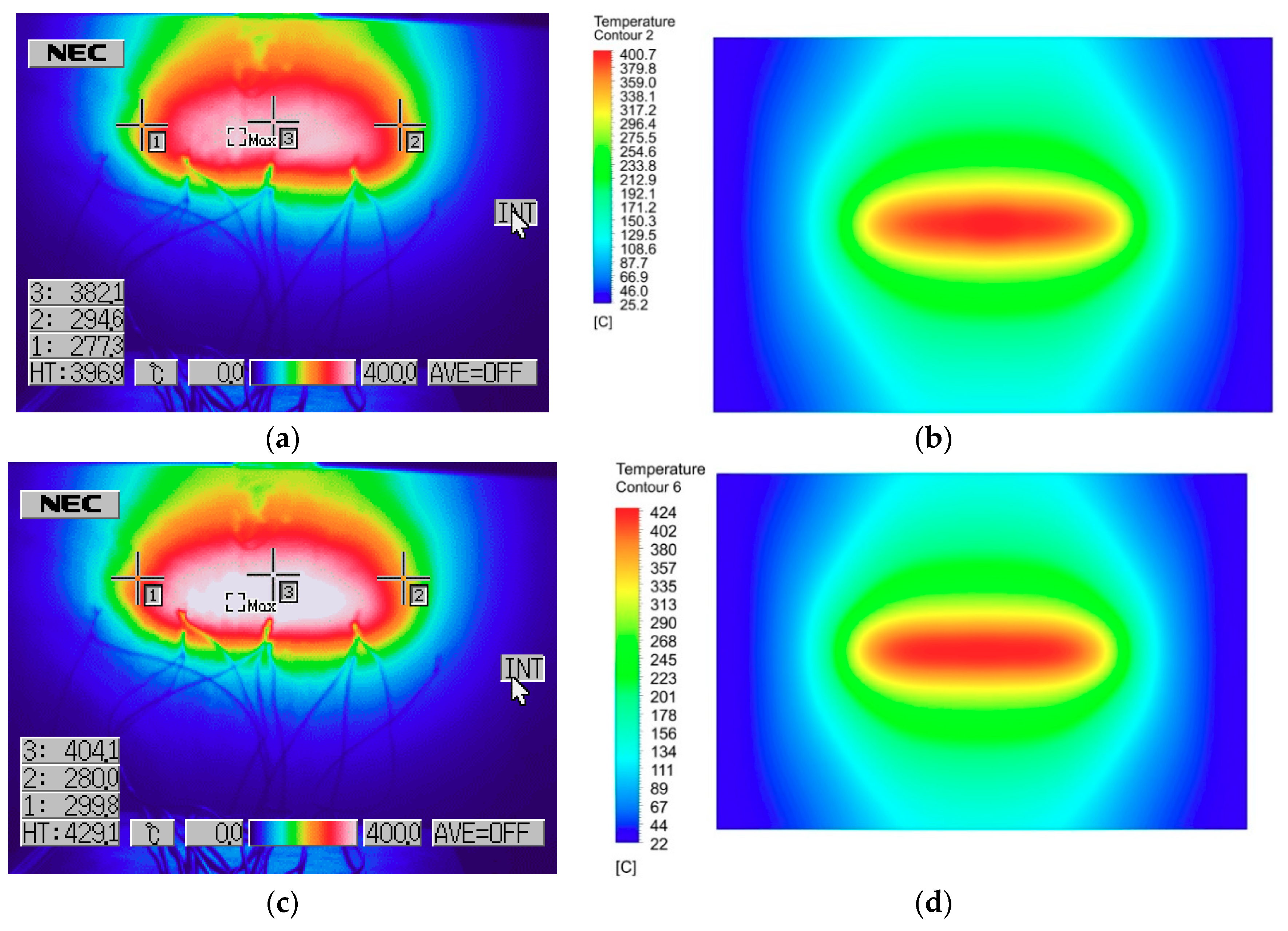
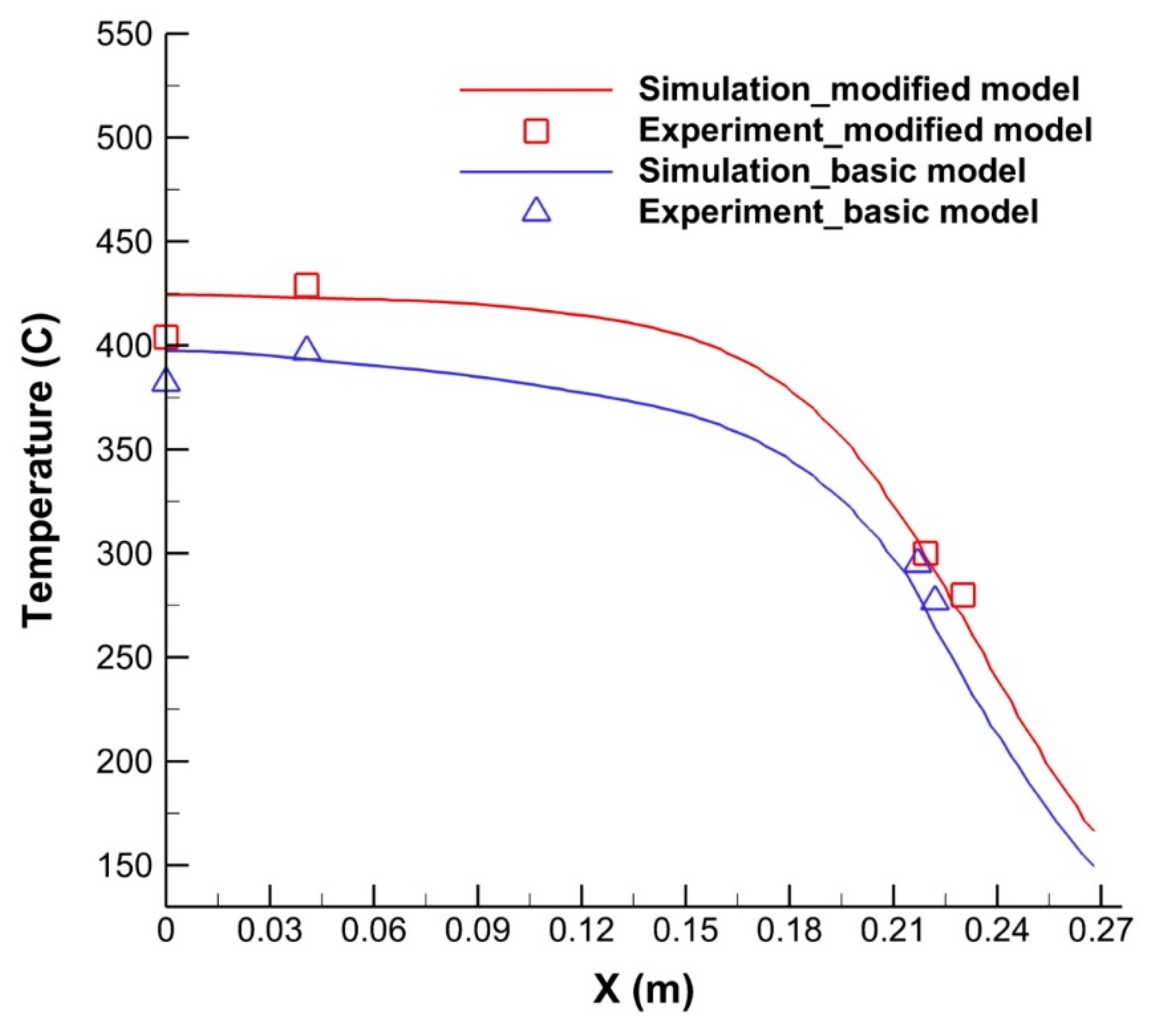
5.3. Comparison of the Temperature Distribution at the Back Side of a Steel Plate between the Experiment and Simulation
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Empirical constant equal to 4.0 |
| B | Empirical constant equal to 0.5 |
| d | Jet hole diameter at the outlet of gas torch (2 mm) |
| Di,m | Mass diffusion coefficient for species i |
| DT,i | Thermal diffusion coefficient |
| hi | Enthalpy of species i |
| Ji | Diffusion flux of species i |
| K | Turbulent kinetic energy per unit mass (J/kg) |
| Mw,i | Molecular weight of species i |
| Ri | Net rate of production of species i |
| Re | Reynolds number |
| Sh | Source term |
| Sct | The turbulent Schmidt number |
| T | Temperature (C) |
| ui,uj | Velocity (m/s) |
| v′i,r | Stoichiometric coefficient for reactant i in reaction r |
| v″i,r | Stoichiometric coefficient for product i in reaction r |
| Yi | Local mass fraction of each species |
| YP | Mass fraction of any product species, P |
| YR | Mass fraction of a particular reactant, R |
| ε | Turbulent dissipation rate (m2s−3) |
| δj | Unit tensor |
| γ | Uniformity index |
| Subscripts | |
| ad | Adiabatic |
| h | hole |
| i | Species |
| jet | Jet holes |
| mix | LPG/air mixture |
| p | Y-branch pipe |
| P | Products |
| R | Reactants |
| stoic | Stoichiometric |
| t | triangle shape |
References
- Liu, H.; Li, P.; Lew, J.V.; Daniel, J.R. Experimental study of the flow distribution uniformity in flow distributors having novel flow channel bifurcation structures. Exp. Therm. Fluid Sci. 2012, 37, 131–145. [Google Scholar] [CrossRef]
- Liu, H.; Li, P. Even distribution dividing of single-phase fluids by symmetric bifurcation of flow channels. Int. J. Heat Fluid Flow 2013, 40, 165–179. [Google Scholar] [CrossRef]
- Liu, H.; Li, P.; Wang, K. The flow downstream of a bifurcation of a flow channel for uniform flow distribution via cascade flow channel bifurcations. App. Therm. Eng. 2015, 81, 114–127. [Google Scholar] [CrossRef]
- Liu, H.; Li, P.; Lew, J.V. CFD study on flow distribution uniformity in fuel distributors having multiple structural bifurcations of flow channels. Int. J. Hydrogen Energy 2010, 35, 9186–9198. [Google Scholar] [CrossRef]
- Huang, C.; Lv, W.J.; Wang, J.G.; Wang, J.Y.; Wang, H.L. Uniform distribution design and performance evaluation for uu-type parallel mini-hydro cyclones. Sep. Purif. Technol. 2014, 125, 194–201. [Google Scholar] [CrossRef]
- Commenge, J.M.; Saber, M.; Falk, L. Methodology for multi-scale design of isothermal laminar flow networks. Chem. Eng. J. 2011, 173, 541–551. [Google Scholar] [CrossRef]
- Commenge, J.M.; Falk, L.; Corriou, J.P.; Matlosz, M. Optimal design for flow uniformity in microchannel reactors. AIChE J. 2002, 48, 345–358. [Google Scholar] [CrossRef]
- Luo, L.; Fan, Z.; Gall, H.L.; Zhou, X.; Yuan, W. Experimental study of constructal distributor for flow equidistribution in a mini cross flow heat exchanger (MCHE). Chem. Eng. Proc. 2008, 47, 229–236. [Google Scholar] [CrossRef]
- Luo, L.; Wei, M.; Fan, Y.; Flamant, G. Heuristic shape optimization of baffled fluid distributor for uniform flow distribution. Chem. Eng. Sci. 2015, 123, 542–556. [Google Scholar] [CrossRef]
- Luo, L.; Tondeur, D. Multiscale optimization of flow distribution by constructal approach. China Particuol. 2005, 3, 329–336. [Google Scholar] [CrossRef]
- Lalot, S.; Florent, P.; Lang, S.K.; Bergles, A.E. Flow maldistribution in heat exchangers. Appl. Therm. Eng. 1999, 19, 847–863. [Google Scholar] [CrossRef]
- Fan, Z.; Zhou, X.; Luo, L.; Yuan, W. Experimental investigation of the flow distribution of a 2-dimensional constructal distributor. Exp. Therm. Fluid Sci. 2008, 33, 77–83. [Google Scholar] [CrossRef]
- Purimetla, A.; Cui, J. CFD studies on burner secondary airflow. Appl. Math. Model. 2009, 33, 1126–1140. [Google Scholar] [CrossRef]
- Zhang, T.H.; Liu, F.G.; You, X.Y. Optimization of gas mixing system of premixed burner based on CFD analysis. Energy Convers. Manag. 2014, 85, 131–139. [Google Scholar] [CrossRef]
- Heggemann, M.; Hirschberg, S.; Spiegel, L.; Bachmann, C. CFD Simulation and experimental validation of fluid flow in liquid distributors. Inst. Chem. Eng. 2007, 85, 59–64. [Google Scholar]
- Perta, E.S.D.; Agizza, M.A.A.; Sorrentino, G.; Boccia, L.; Pindozzi, S. Study of aerodynamic performances of different wind tunnel configurations and air inlet velocities, using computational fluid dynamics (CFD). Comput. Electron. Agric. 2016, 125, 137–148. [Google Scholar] [CrossRef]
- Remie, M.J.; Cremers, M.G.G.; Schreel, K.R.A.M.; Goey, L.P.H. Analysis of the heat transfer of an impinging laminar flame jet. Int. J. Heat Mass Transf. 2007, 50, 2816–2827. [Google Scholar] [CrossRef]
- Sahu, S.; Dewangan, M. Analysis of heat transfer characteristics of flame impinging to a plane surface perpendicular to flame jet axis. Int. J. Eng. Res. Technol. 2013, 2, 578–593. [Google Scholar]
- Tajik, A.R.; Kuntikana, P.; Prabhu, S.V.; Hindasageri, V. Effect of preheated mixture on heat transfer characteristics of impinging methane–air premixed flame jet. Int. J. Heat Mass Transf. 2015, 86, 550–562. [Google Scholar] [CrossRef]
- Chien, Y.C.; Dunn-Rankin, D. Electric field induced changes of a diffusion flame and heat transfer near an impinging surface. Energies 2018, 11, 1235. [Google Scholar]
- Liu, Y.F.; Xiang, Q.; Li, Z.; Yao, S.Z.; Liang, X.Y.; Wang, F. Experiment and simulation investigation on the characteristics of diesel spray impingement based on droplet impact phenomenon. Appl. Sci. 2018, 8, 384. [Google Scholar] [CrossRef]
- ANSYS FLUENT Theory Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013; pp. 133–720.
- Sorrentino, G.; Ceriello, G.; Joannon, M.; Sabia, P.; Ragucci, R.; Oijen, J.; Cavaliere, A.; Goey, L.P.H. Numerical investigation of moderate or intense low-oxygen dilution combustion in a cyclonic burner using a flamelet generated manifold approach. Energy Fuels 2018, 32, 10242–10255. [Google Scholar] [CrossRef]
- Attarha, M.J.; Sattari-Far, I. Study on welding temperature distribution in thin welded plates through experimental measurements and finite element simulation. J. Mater. Process. Technol. 2011, 211, 688–694. [Google Scholar] [CrossRef]
- Akram, M.; Kumar, S.; Saxena, P. Experimental and computational determination of laminar burning velocity of liquefied petroleum gas-air mixtures at elevated temperatures. J. Eng. Gas Turbines Power 2013, 135, 1–5. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Dimensions (mm) |
|---|---|
| Inlet diameter | 35 |
| Outlet diameter (d) | 2 |
| Rectangular shape length | 480 |
| Number of holes | 115 |
| Model 1 | Model 2 | Model 3 | |
|---|---|---|---|
| Guide vane holes diameters (dh) | 3–4.5 mm | 3 mm | 3–3.5 mm |
| Guide vane length (l) | 480 mm | 30 mm | 100 mm |
| Guide vane width (w) | 25 mm | 25 mm | 25 mm |
| Guide vane angle (α) | 160 degrees | 160 degrees | 160 degrees |
| Outer shape height (hp, ht) | - | 63 mm | 63 mm |
| Outer shape angle (αp, αt) | - | 45 degrees | 45 degrees |
| Y-branch pipes diameter (dp) | - | 15 mm | - |
| Gauge pressure inlet | 100–500 Pa |
| Gauge pressure outlet | 0 Pa |
| Walls | Non-slip wall |
| Turbulent model | Standard k-ε |
| Convergence criterion | 10−4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ngo, T.T.; Go, J.; Zhou, T.; Nguyen, H.V.; Lee, G.S. Enhancement of Exit Flow Uniformity by Modifying the Shape of a Gas Torch to Obtain a Uniform Temperature Distribution on a Steel Plate during Preheating. Appl. Sci. 2018, 8, 2197. https://doi.org/10.3390/app8112197
Ngo TT, Go J, Zhou T, Nguyen HV, Lee GS. Enhancement of Exit Flow Uniformity by Modifying the Shape of a Gas Torch to Obtain a Uniform Temperature Distribution on a Steel Plate during Preheating. Applied Sciences. 2018; 8(11):2197. https://doi.org/10.3390/app8112197
Chicago/Turabian StyleNgo, Thien Tu, Junho Go, Tianjun Zhou, Hap Van Nguyen, and Geun Sik Lee. 2018. "Enhancement of Exit Flow Uniformity by Modifying the Shape of a Gas Torch to Obtain a Uniform Temperature Distribution on a Steel Plate during Preheating" Applied Sciences 8, no. 11: 2197. https://doi.org/10.3390/app8112197