Improvement of the Steel-Plate Temperature during Preheating by Using Guide Vanes to Focus the Flame at the Outlet of a Gas Torch


Abstract
:1. Introduction
2. Steel Preheating Process and Numerical Simulation
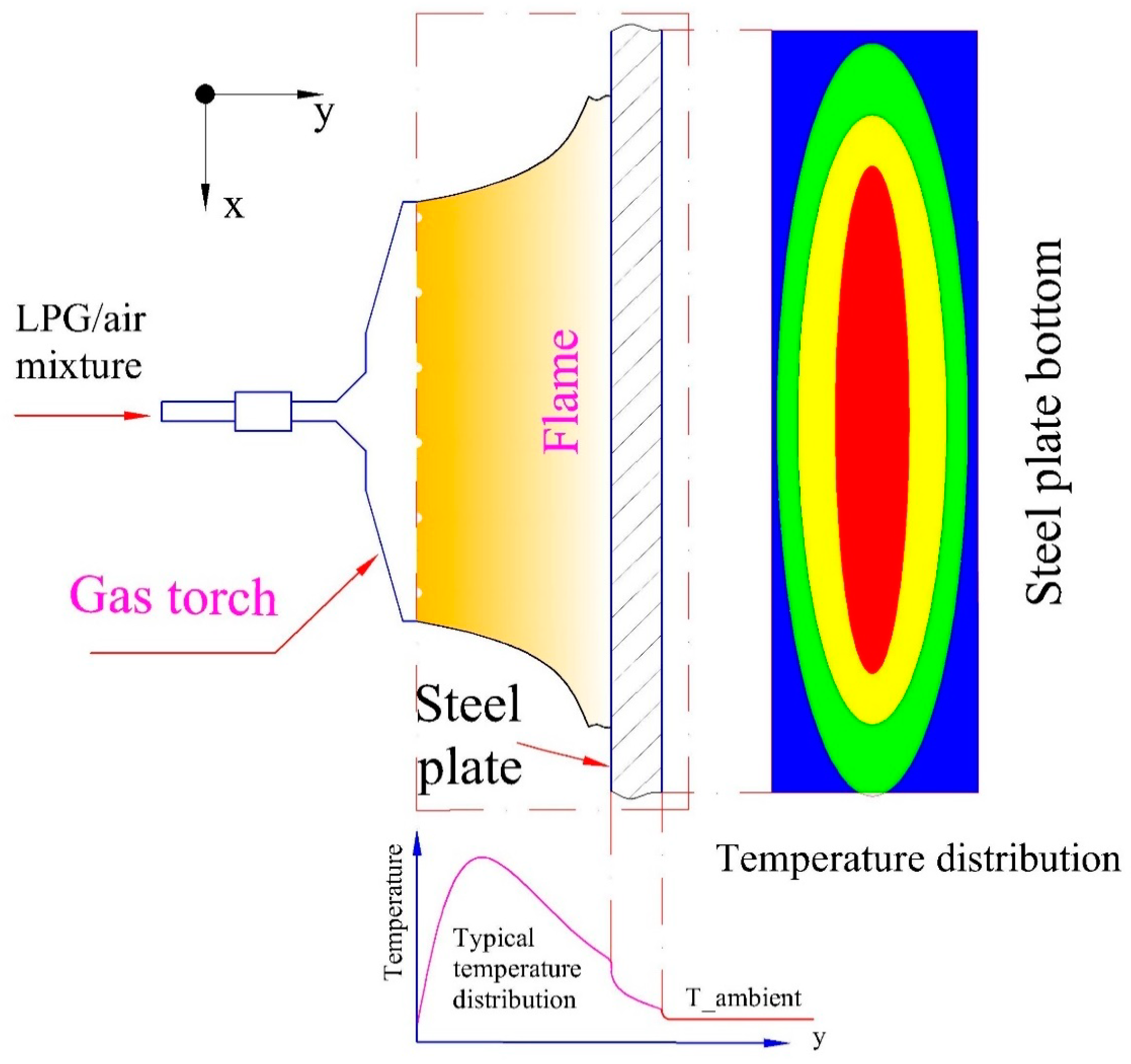
2.1. Description of Steel Preheating Process
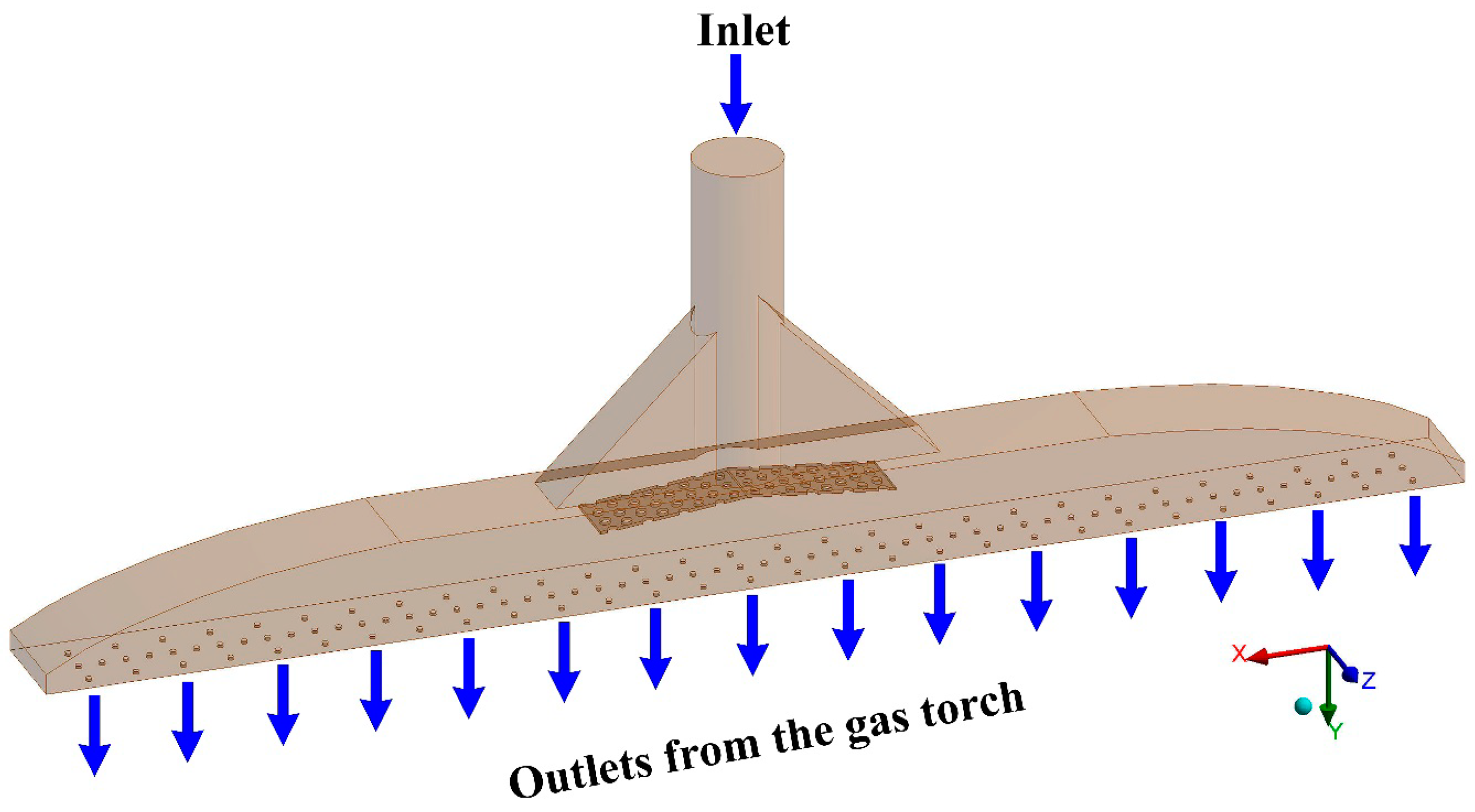
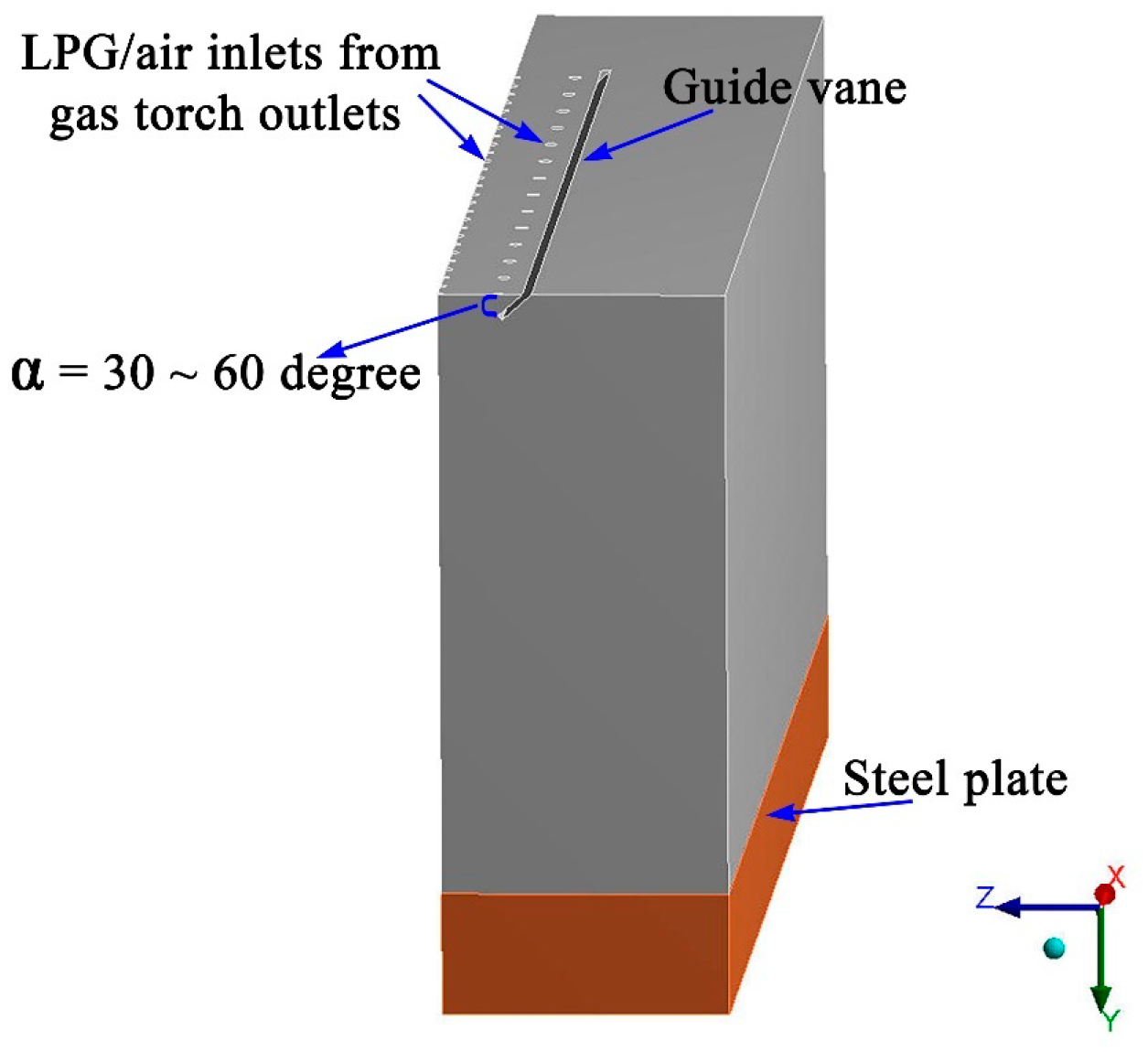
2.2. Three-Dimensional Gas Torch Model
2.3. Numerical Simulation
2.3.1. Mathematical Model
- v′i,r is the stoichiometric coefficients for reactant i in reaction r
- v″j,r is the stoichiometric coefficients for product i in reaction r
- Mw is the molecular weight (kg/kmol)
- k is the turbulence kinetic energy rate (J/kg)
- ε is the turbulent dissipation rate (m2/s3)
- YP is the mass fraction of product species, P
- YR is the mass fraction of a particular reactant, R
- A is an empirical constant equal to 4.0
- B is an empirical constant equal to 0.5
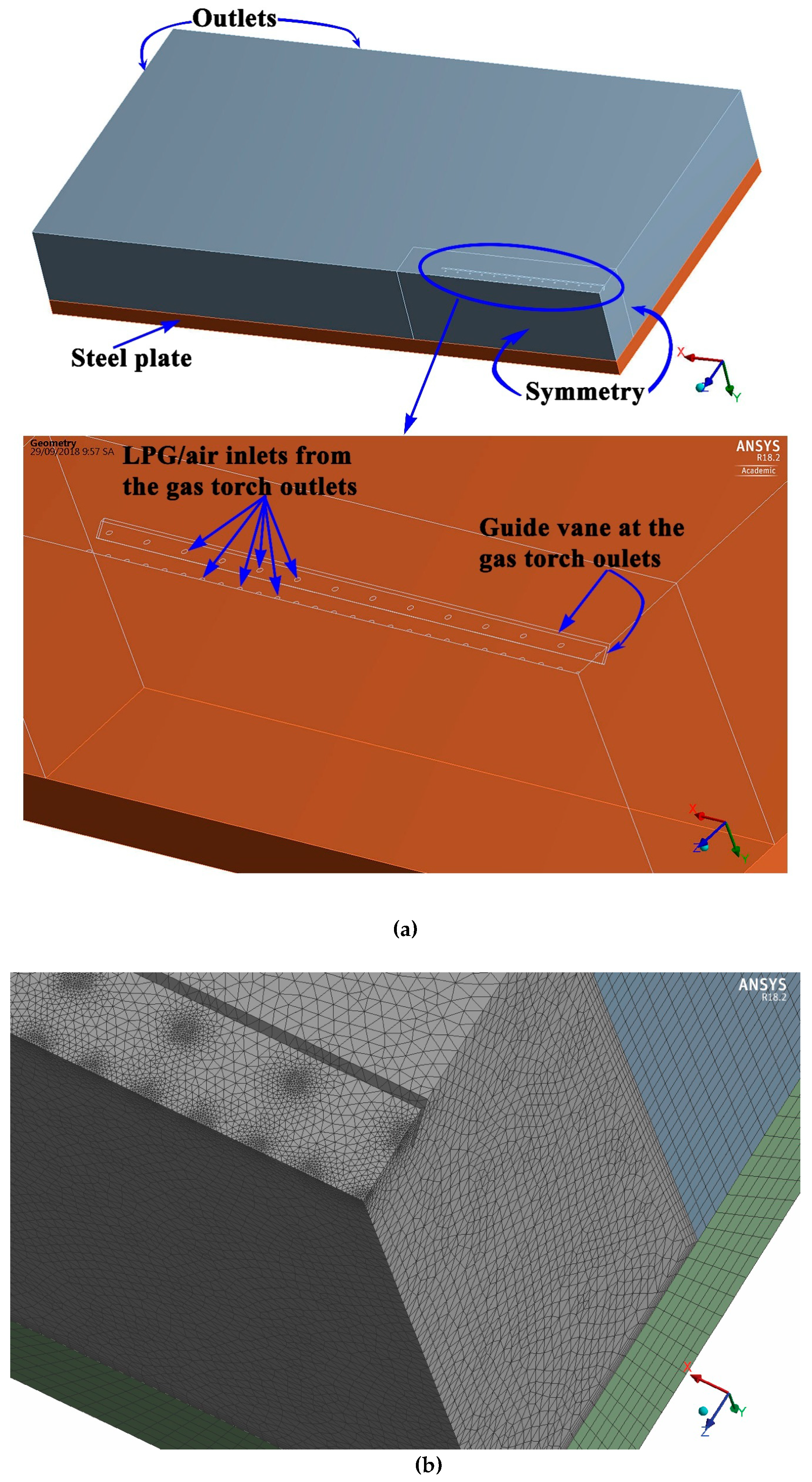
2.3.2. Boundary Conditions and Numerical Simulation
- is the position vector
- is the direction vector
- is the scattering direction vector
- is the absorption coefficient
- is the refractive index
- is the scattering coefficient
- is the Stefan–Boltzmann constant (5.669 × 10−8 W.m−2.K−4)
- is the radiation intensity
- is the local temperature
- is the phase function
- is the solid angle
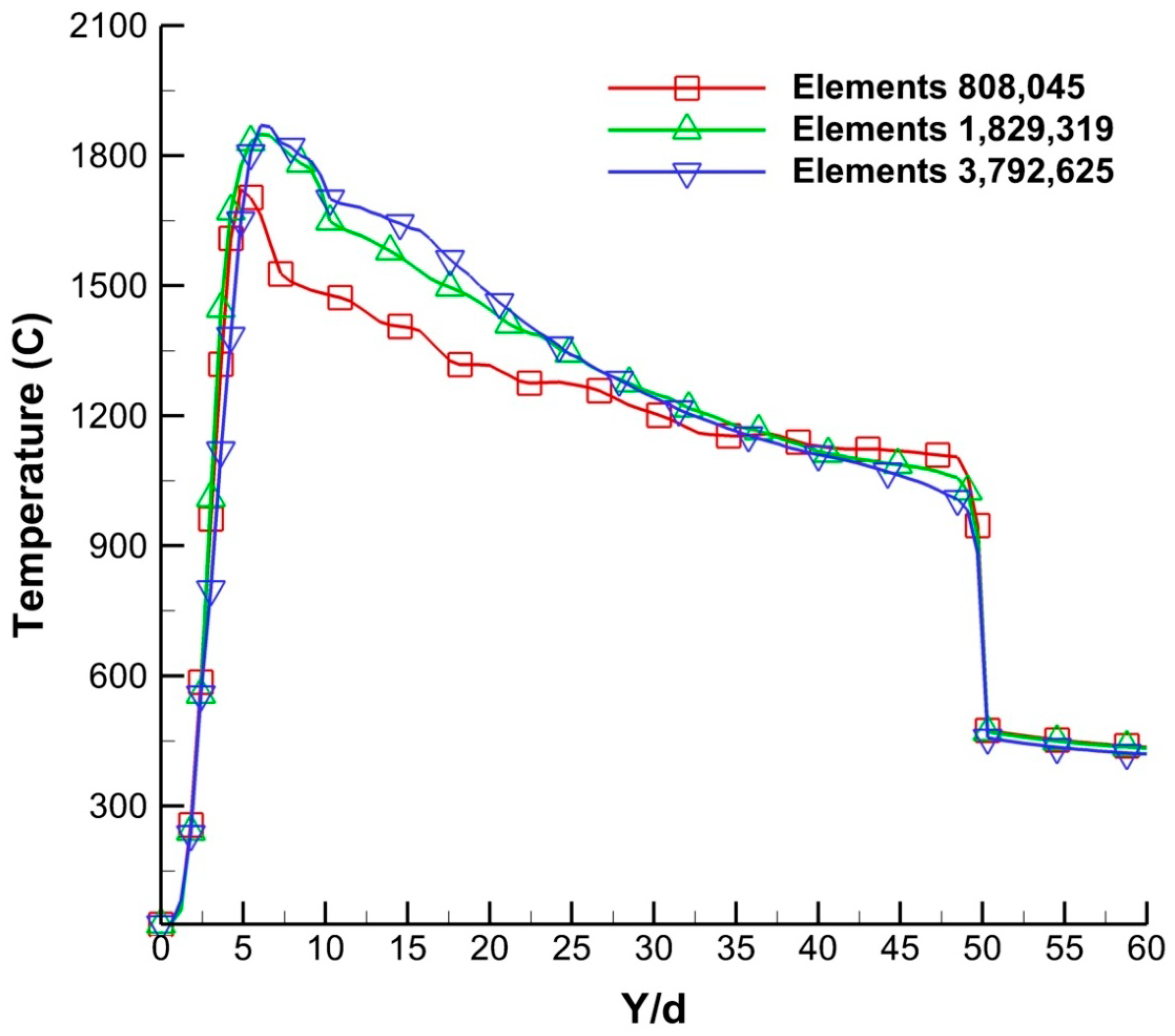
2.3.3. Grid Independence Check
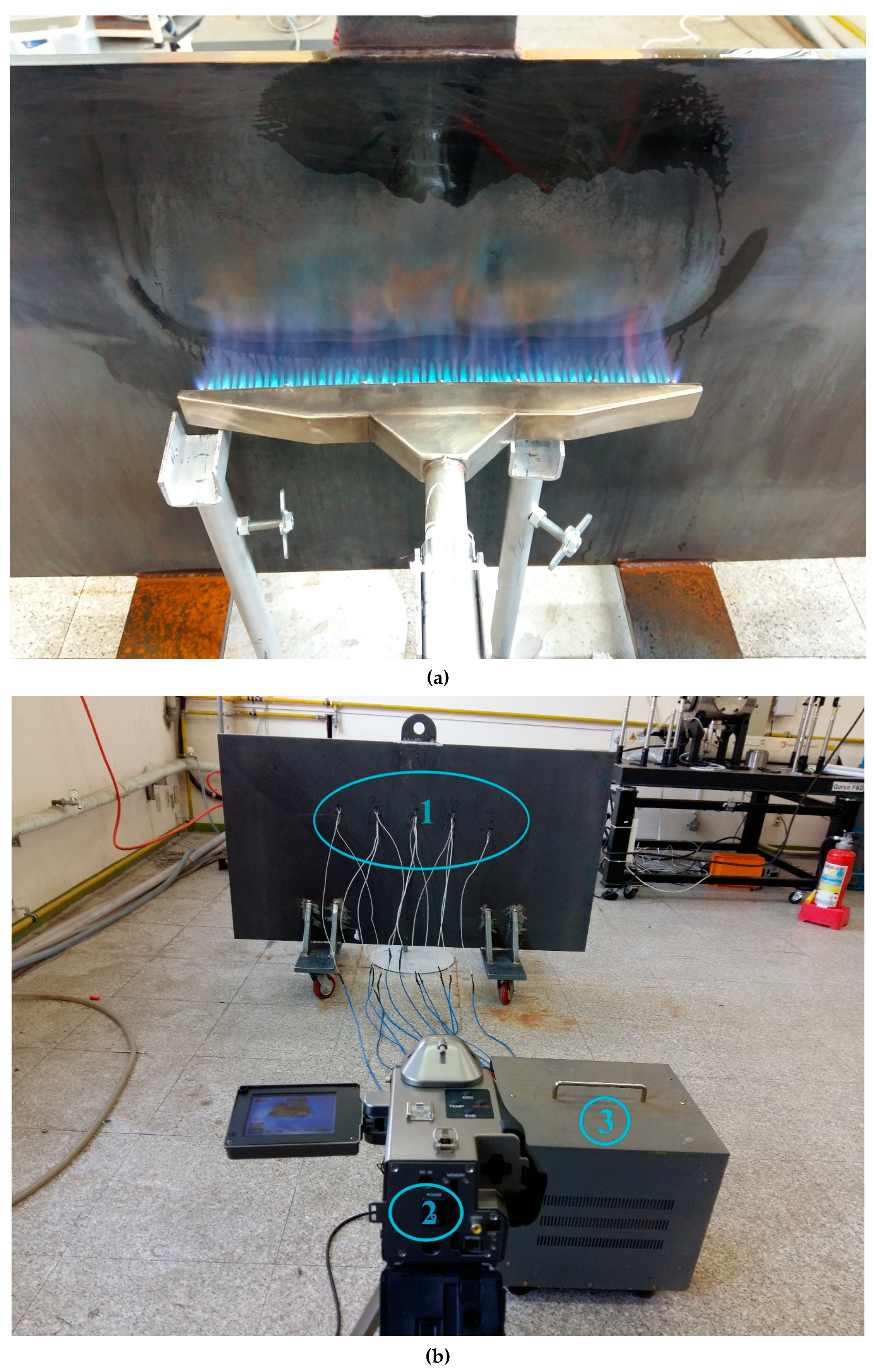
3. Experimental Validation
4. Results and Discussion
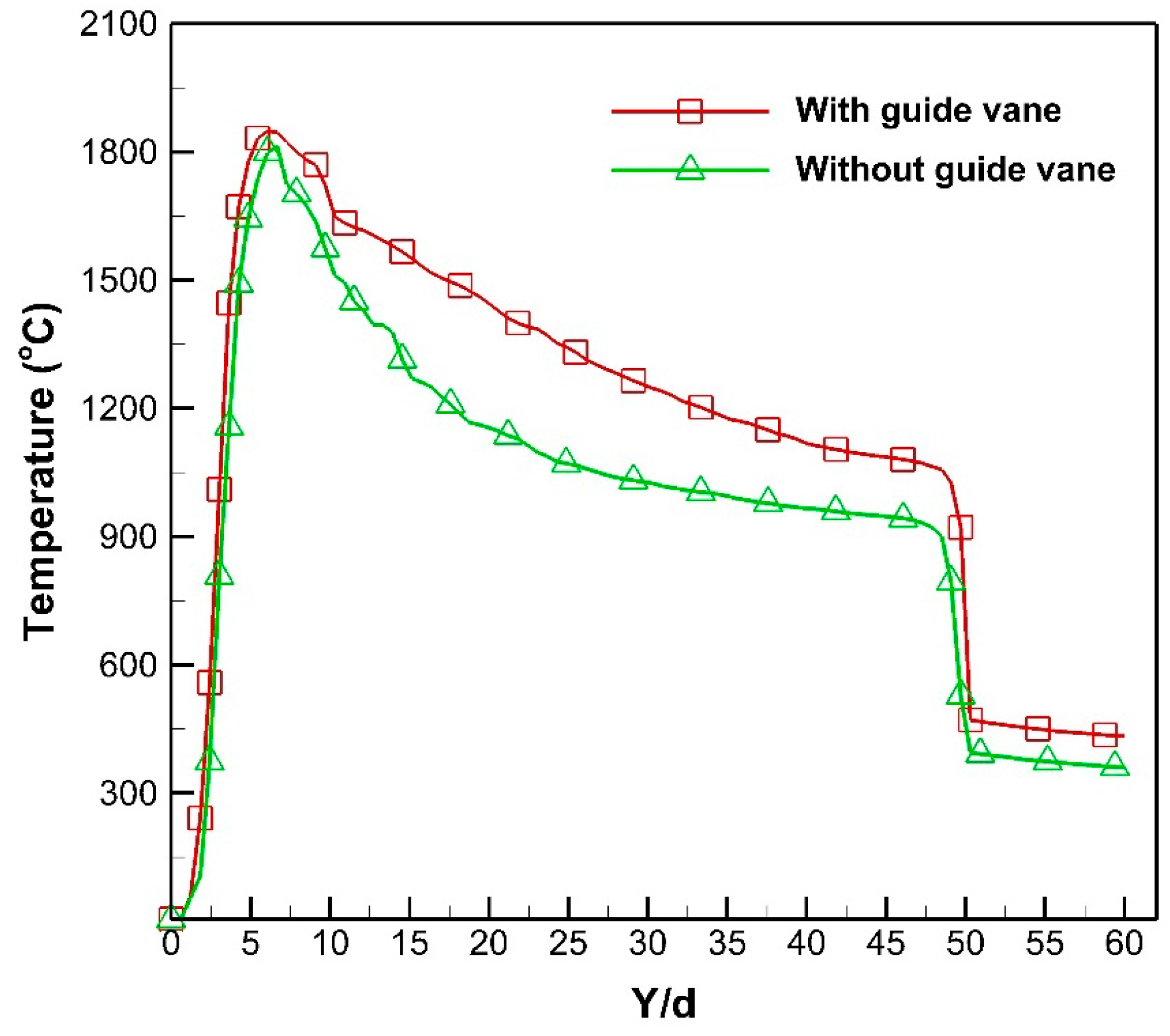
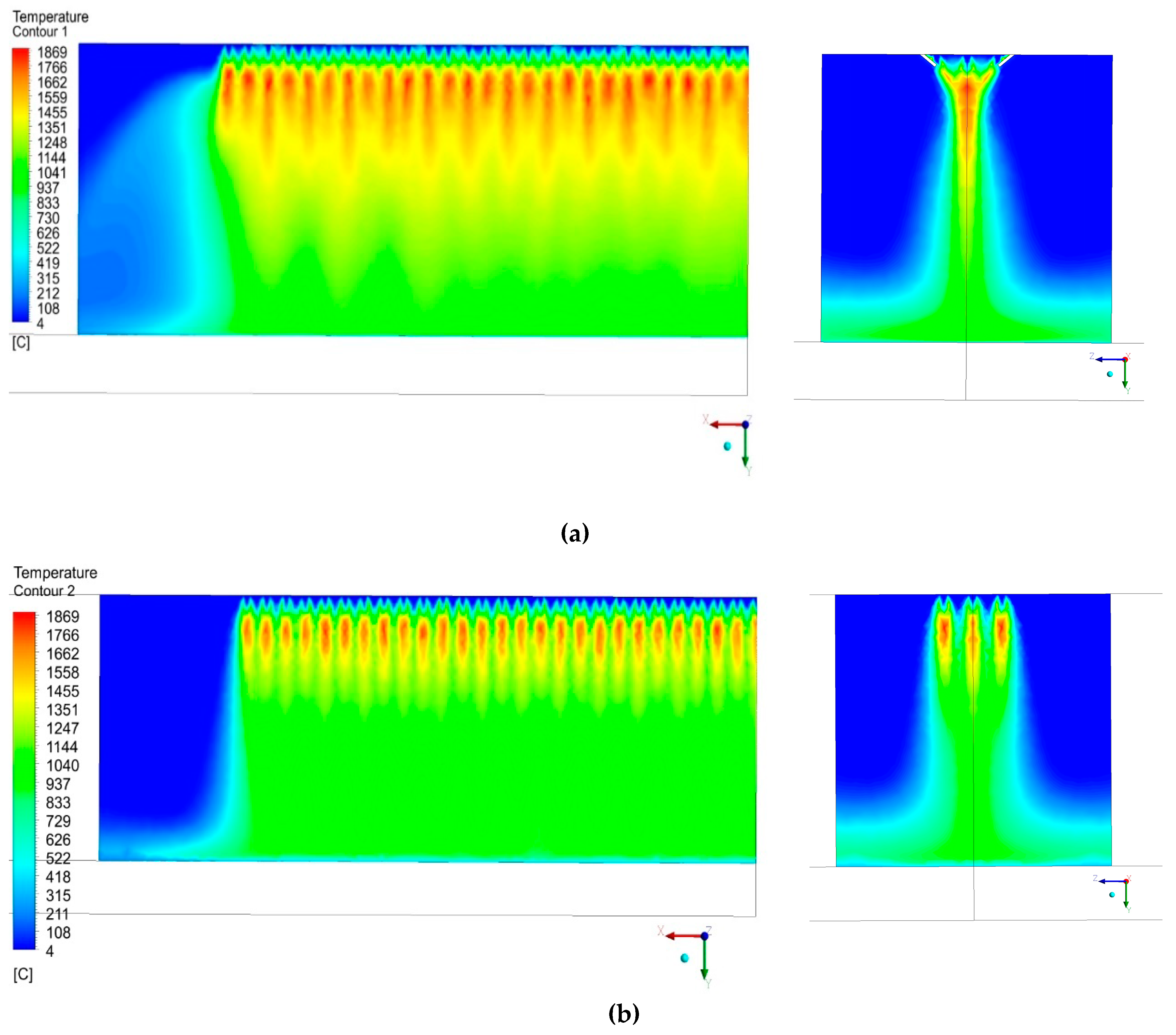
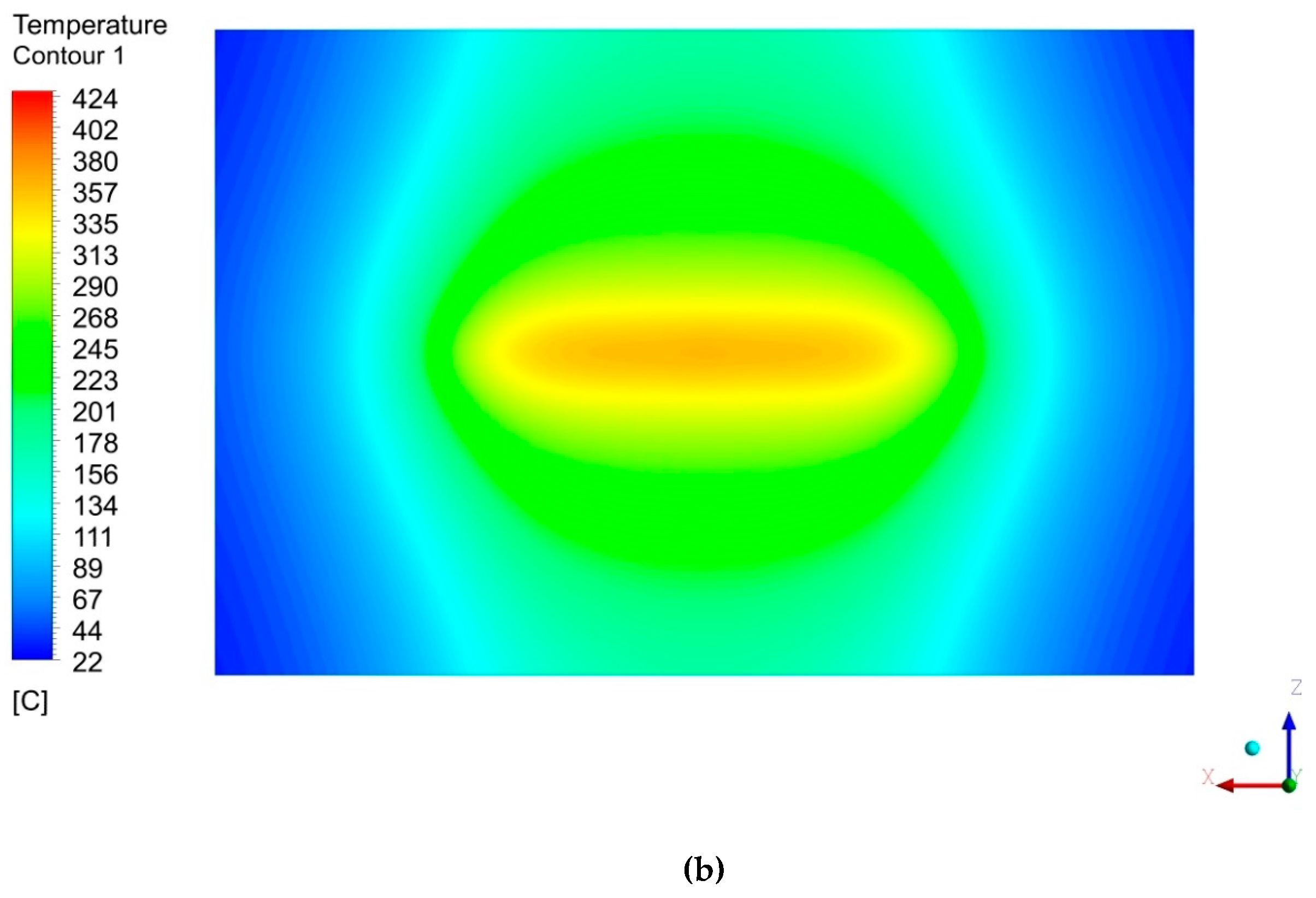
4.1. Comparison of Flame Structure and Steel Plate Temperature Distribution of the Models with and Without Guide Vane
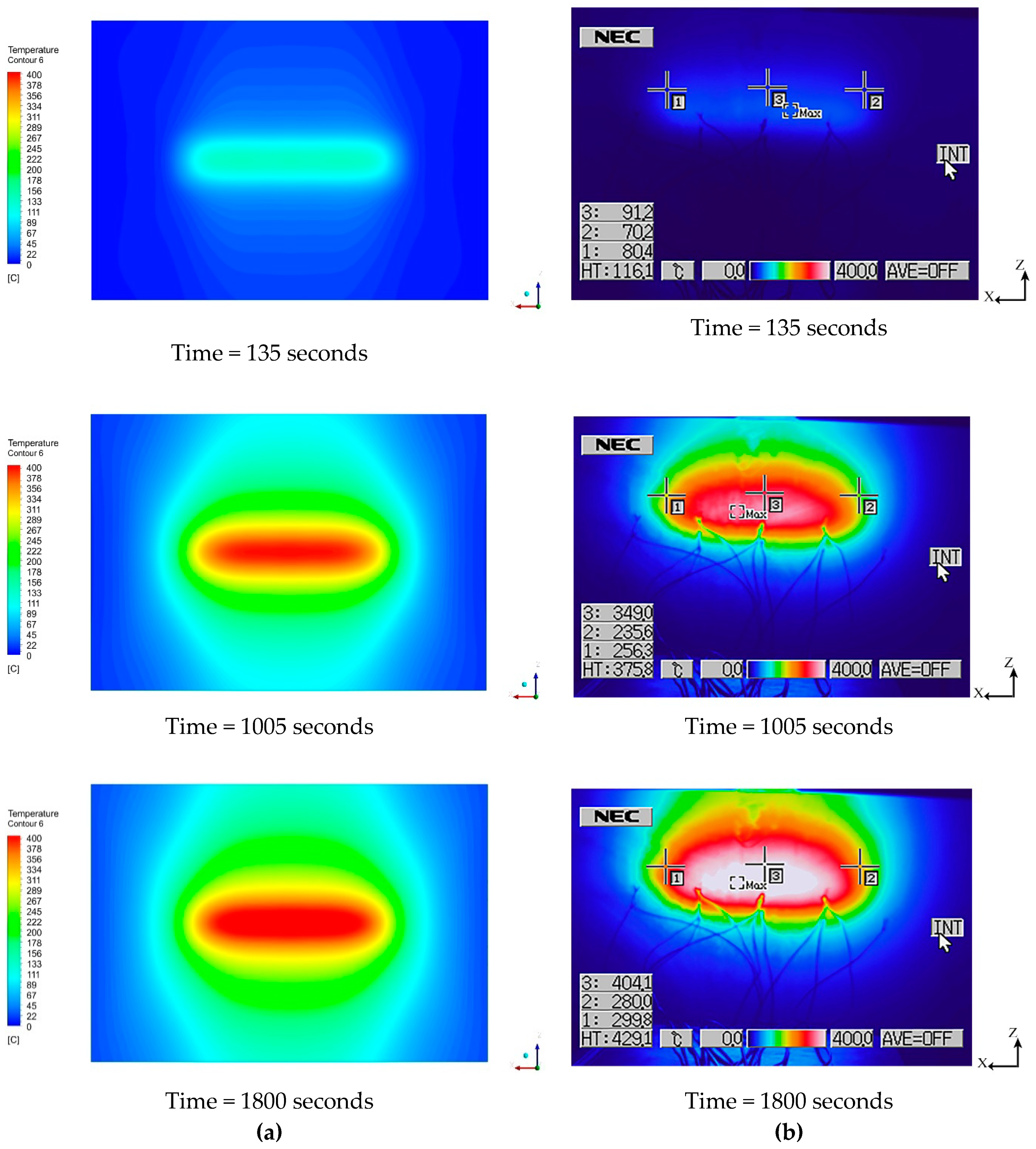
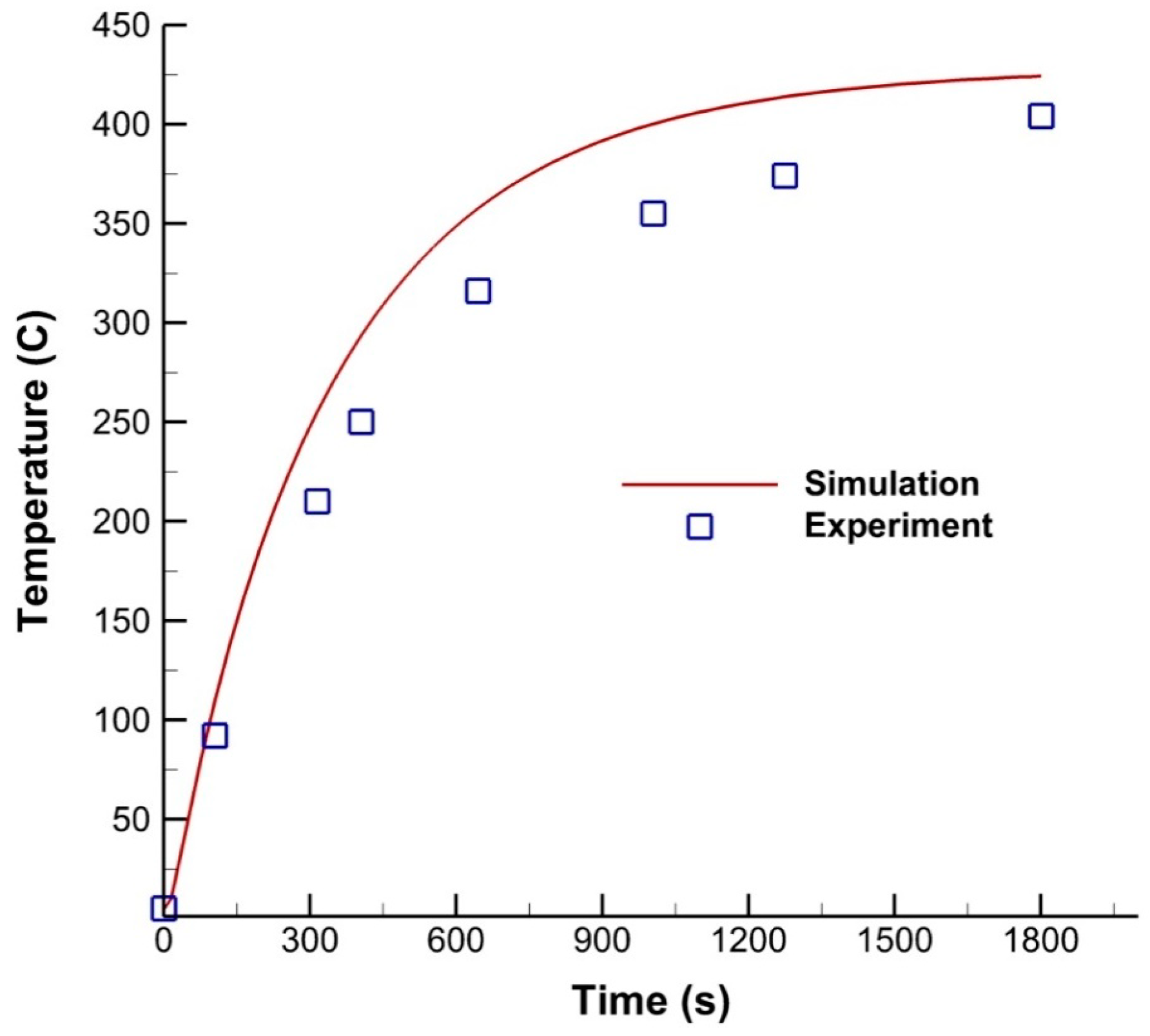
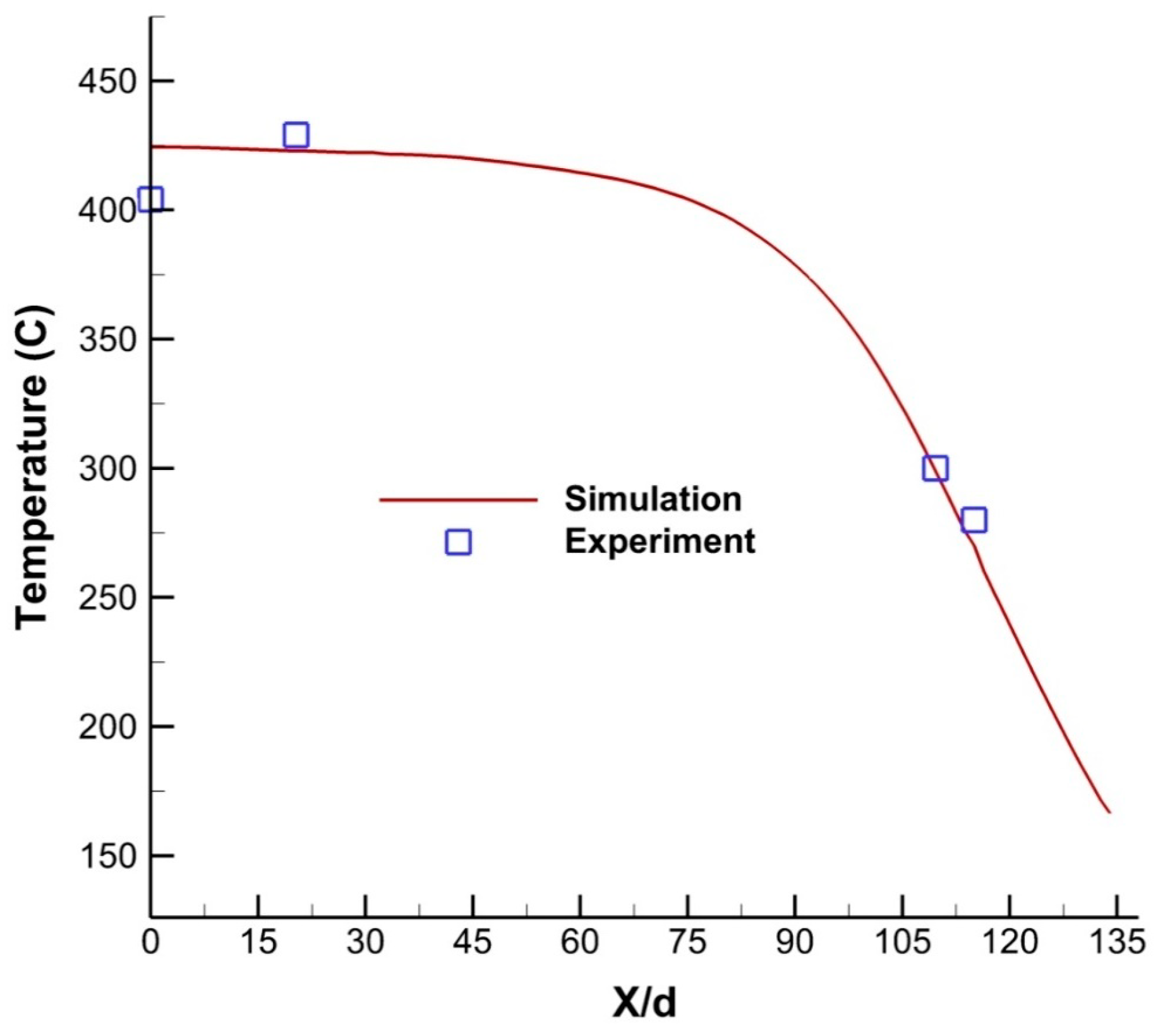
4.2. Transient Simulation and Experiment Results During Steel Preheating
4.3. Effect of Operational Variables
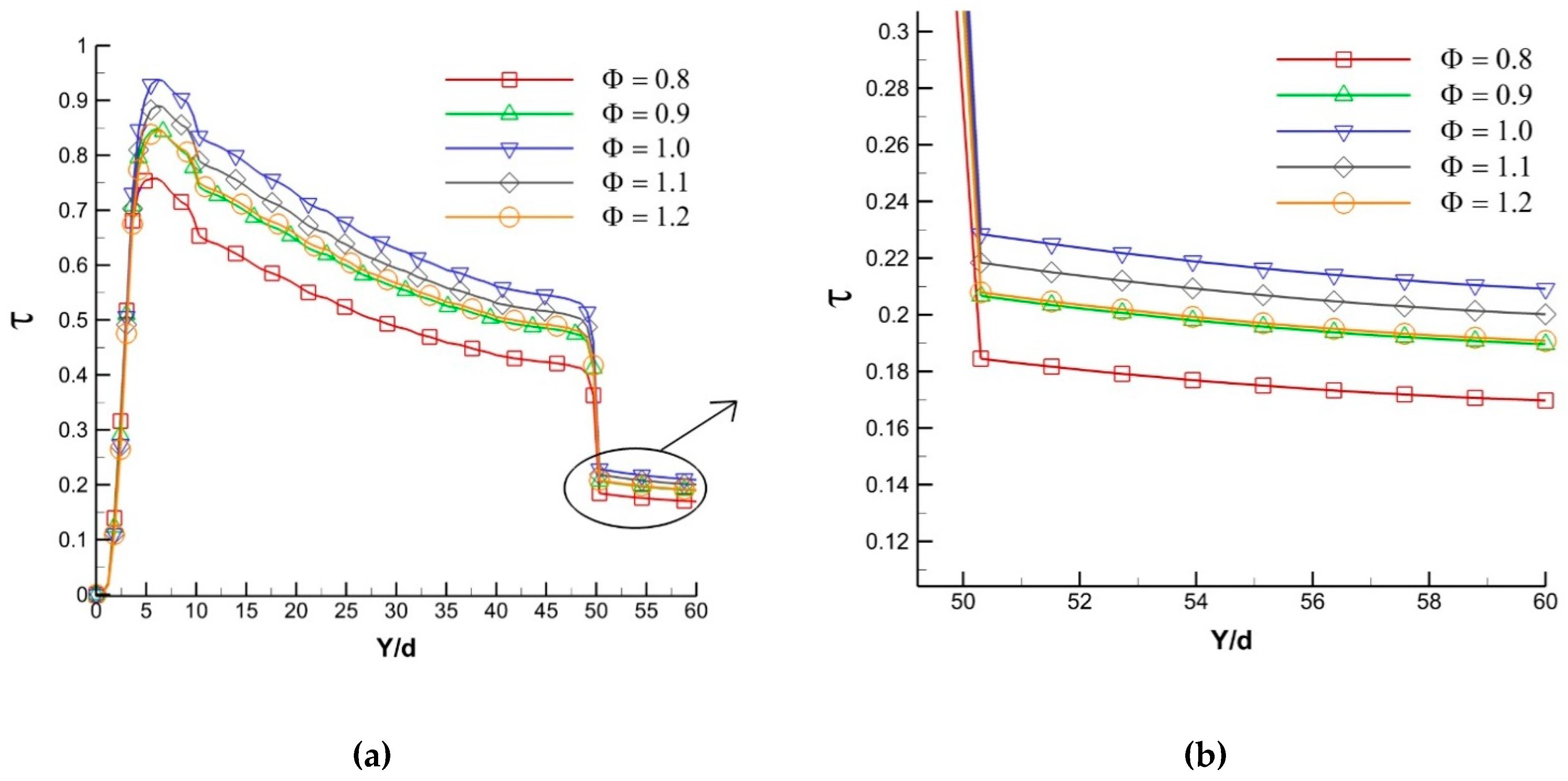
4.3.1. Effect of Equivalence Ratio (Φ)
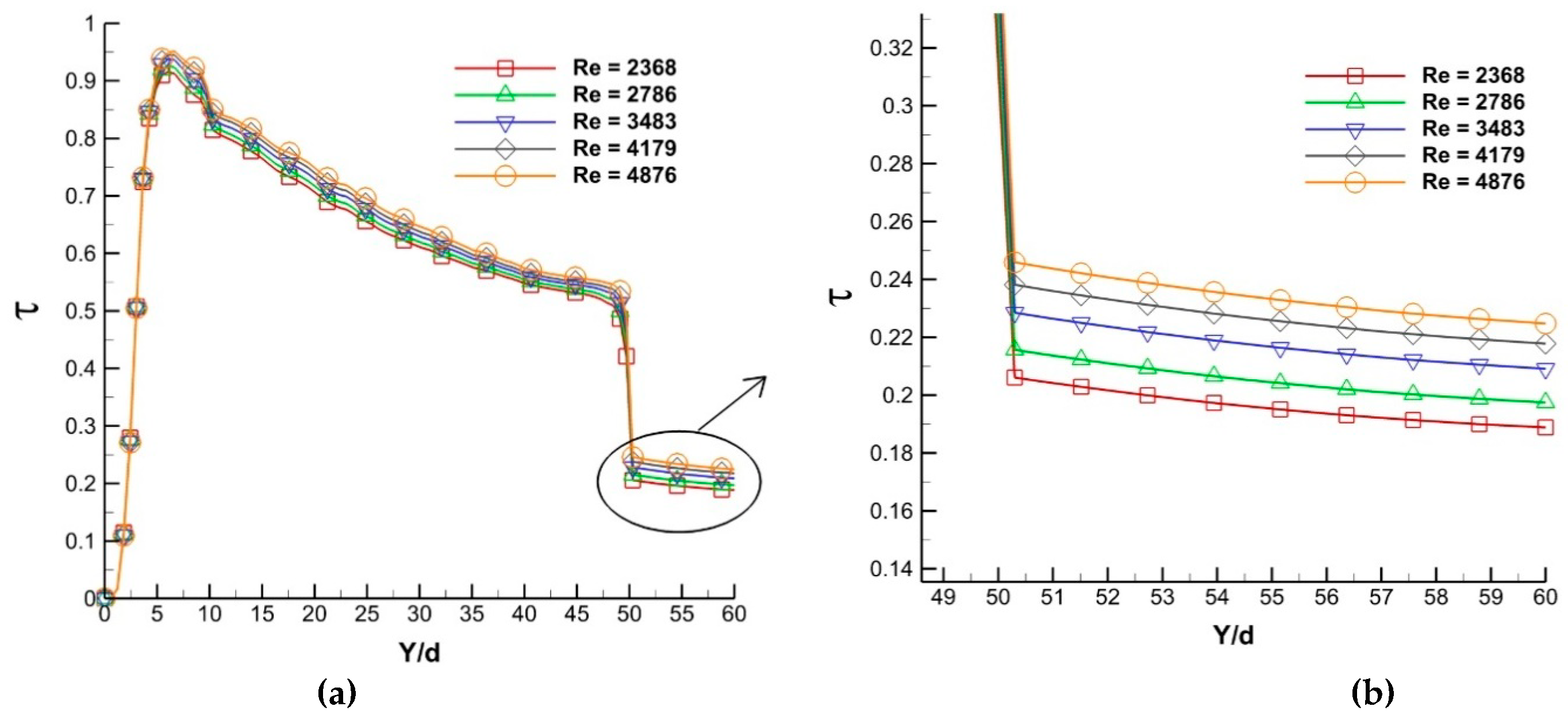
4.3.2. Effect of Reynolds Number (Re)
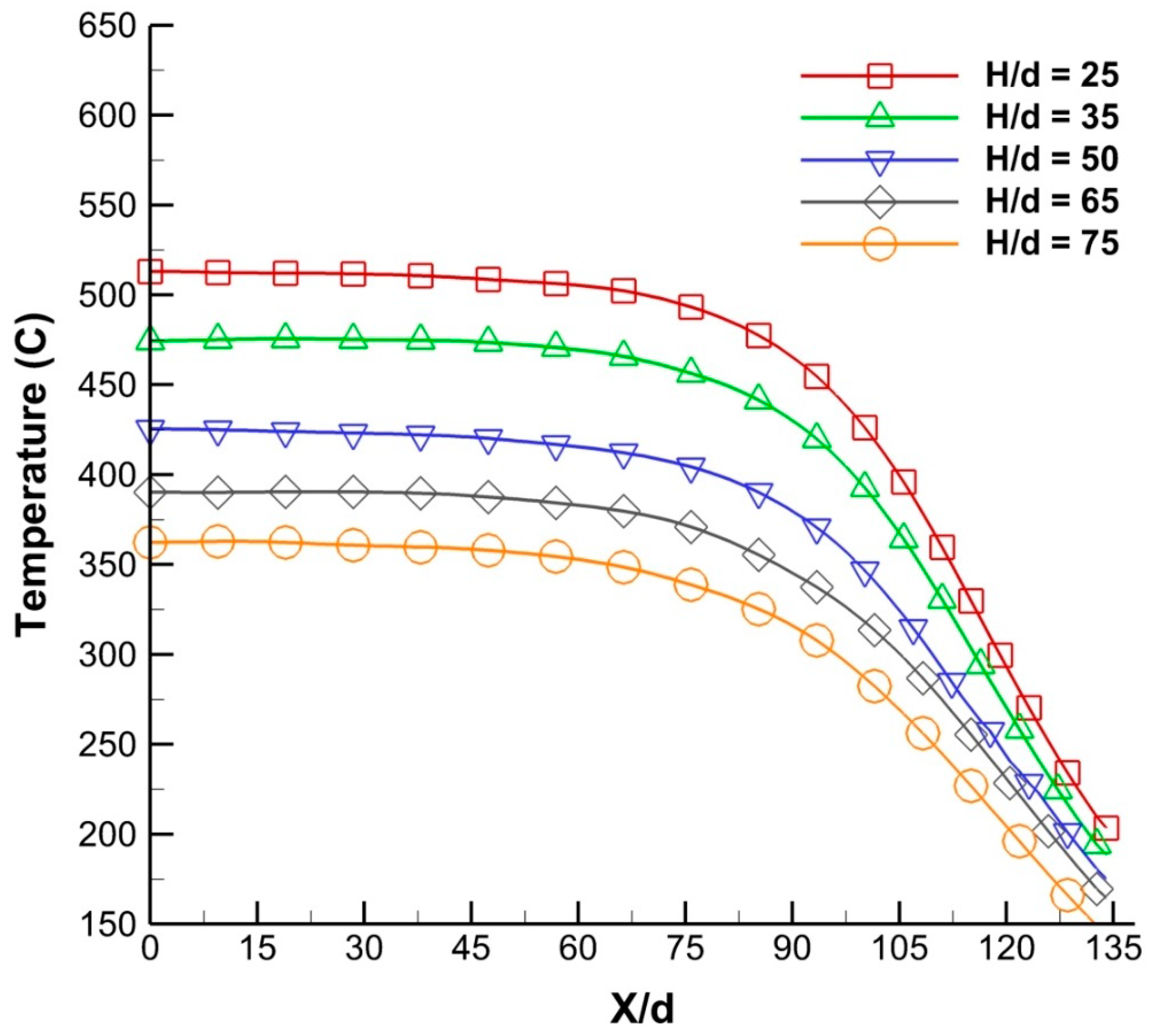
4.3.3. Effect of the Distance between the Torch Outlet and the Steel Plate (H/d)
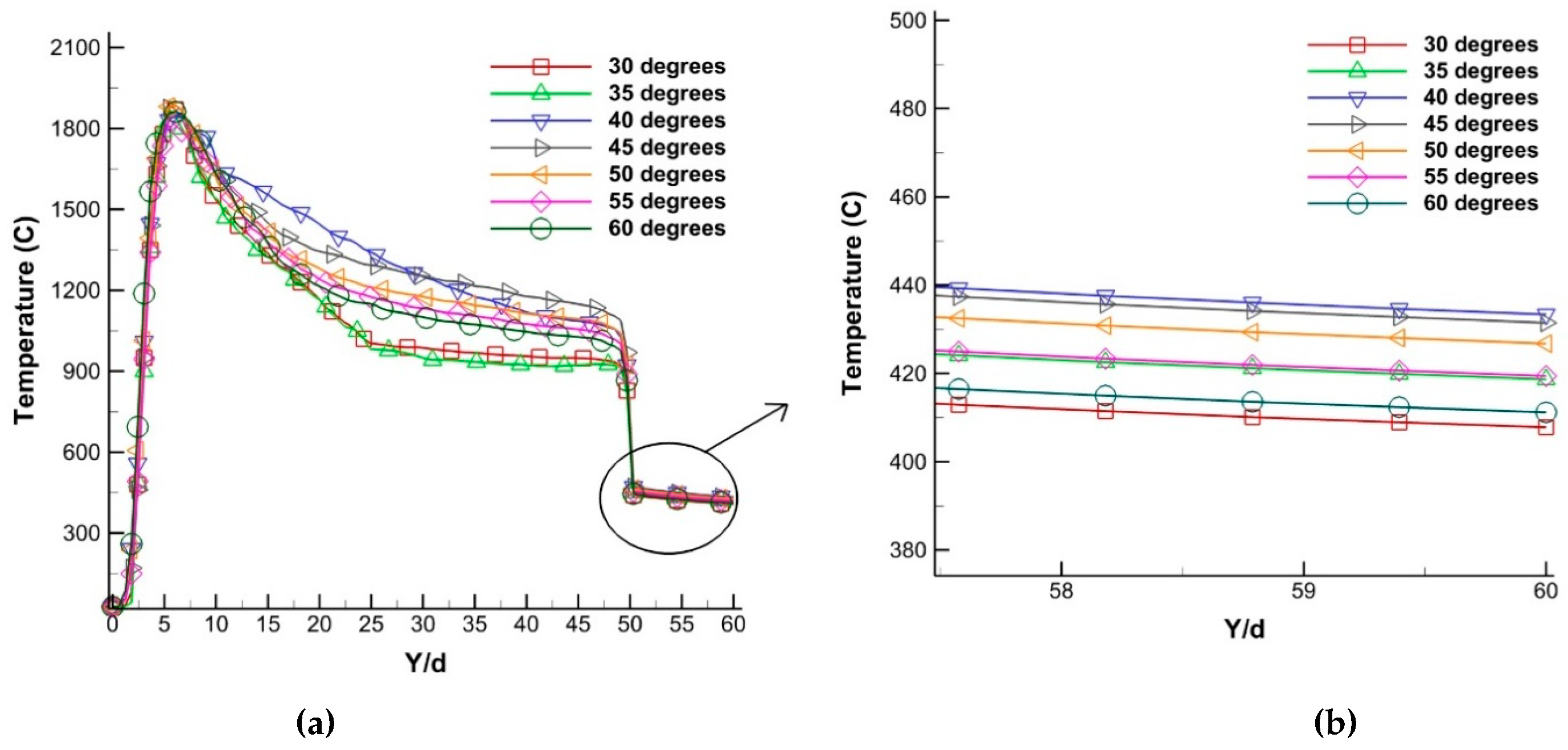
4.4. Optimizing the Guide Vane Angle on the Gas Torch Outlet Surface
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Empirical constant equal to 4.0 |
| B | Empirical constant equal to 0.5 |
| d | Jet hole diameter (mm) |
| E | Total energy (J) |
| Di,m | Mass diffusion coefficient for species i |
| DT,i | Thermal diffusion coefficient |
| hi | Enthalpy of species i |
| H | Distance between the torch outlet and the steel plate (m) |
| I | Unit tensor |
| Ji | Diffusion flux of species i |
| k | Turbulent kinetic energy per unit mass (J/kg) |
| Mw,i | Molecular weight of species i |
| p | Pressure (Pa) |
| Ri | Net rate of production of species i |
| Re | Reynolds number |
| Si | The rate of creation |
| Sct | The turbulent Schmidt number |
| T | Temperature (C) |
| u | Velocity (m/s) |
| uT | Transpose velocity |
| v′i,r | Stoichiometric coefficient for reactant i in reaction r |
| v″i,r | Stoichiometric coefficient for product i in reaction r |
| Yi | Local mass fraction of each species |
| YP | Mass fraction of any product species, P |
| YR | Mass fraction of a particular reactant, R |
| Y/d | Non-dimensional length |
| Greek symbols | |
| ρ | Density (kg/m3) |
| τ | Non-dimensional temperature |
| ε | Turbulent dissipation rate (m2s−3) |
| Φ | Equivalent ratio |
| Abbreviations | |
| CFD | Computational fluid dynamics |
| LPG | Liquefied petroleum gas |
| Subscripts | |
| ad | Adiabatic |
| i | Species |
| P | Products |
| R | Reactants |
| unb | Unburned |
| t | Turbulent |
References
- Li, H.B.; Zhen, H.S.; Leung, C.W.; Cheung, C.S. Nozzle effect on heat transfer and CO emission of impinging premixed flames. Int. J. Heat Mass Transf. 2011, 54, 625–635. [Google Scholar] [CrossRef]
- Li, H.B.; Zhen, H.S.; Leung, C.W.; Cheung, C.S. Effects of plate temperature on heat transfer and emissions of impinging flames. Int. J. Heat Mass Transf. 2010, 53, 4176–4184. [Google Scholar] [CrossRef]
- Zhen, H.S.; Leung, C.W.; Cheung, C.S. Heat transfer characteristics of an impinging premixed annular flame jet. Appl. Therm. Eng. 2012, 36, 386–392. [Google Scholar] [CrossRef]
- Chander, S.; Ray, A. Heat transfer characteristics of laminar methane air flame impinging normal to a cylindrical surface. Exp. Therm. Fluid Sci. 2007, 32, 707–721. [Google Scholar] [CrossRef]
- Katti, V.; Prabhu, S.V. Experimental study and theoretical analysis of local heat transfer distribution between smooth flat surface and impinging air jet from a circular straight pipe nozzle. Int. J. Heat Mass Transf. 2008, 51, 4480–4495. [Google Scholar] [CrossRef]
- Hindasageri, V.; Vedula, R.P.; Prabhu, S.V. Heat transfer distribution for impinging methane-air premixed flame jets. Appl. Therm. Eng. 2014, 73, 461–473. [Google Scholar] [CrossRef]
- Wei, D.H.; Ta, H.L. Methane flame stability in a jet impinging onto a wall. Energy Convers. Manag. 2005, 46, 727–739. [Google Scholar]
- Zhao, Z.; Wong, T.T.; Leung, C.W. Impinging premixed butane air circular laminar flame jet influence of impingement plate on heat transfer characteristics. Int. J. Heat Mass Transf. 2004, 47, 5021–5031. [Google Scholar] [CrossRef]
- Akram, M.; Kumar, S. Measurement of laminar burning velocity of liquefied petroleum gas air mixtures at elevated temperatures. Energy Fuels 2012, 26, 3267–3274. [Google Scholar] [CrossRef]
- Akram, M.; Kumar, S.; Saxena, P. Experimental and computational determination of laminar burning velocity of liquefied petroleum gas-air mixtures at elevated temperatures. J. Eng. Gas Turb. Power 2013, 135, 091501. [Google Scholar] [CrossRef]
- Remie, M.J.; Cremers, M.G.G.; Schreel, K.R.A.M.; Goey, L.P.H. Analysis of the heat transfer of an impinging laminar flame jet. Int. J. Heat Mass Transf. 2007, 50, 2816–2827. [Google Scholar] [CrossRef]
- Sahu, S.; Dewangan, M. Analysis of heat transfer characteristics of flame impinging to a plane surface perpendicular to flame jet axis. Int. J. Eng. Res. Technol. 2013, 2, 578–593. [Google Scholar]
- Tajik, A.R.; Kuntikana, P.; Prabhu, S.V.; Hindasageri, V. Effect of preheated mixture on heat transfer characteristics of impinging methane–air premixed flame jet. Int. J. Heat Mass Transf. 2015, 86, 550–562. [Google Scholar] [CrossRef]
- Liu, Y.F.; Xiang, Q.; Li, Z.; Yao, S.Z.; Liang, X.Y.; Wang, F. Experiment and simulation investigation on the characteristics of diesel spray impingement based on droplet impact phenomenon. Appl. Sci. 2018, 8, 384. [Google Scholar] [CrossRef]
- Zhen, H.S.; Cheung, C.S.; Leung, C.W.; Choy, Y.S. Effects of hydrogen concentration on the emission and heat transfer of a premixed LPG-hydrogen flame. Int. J. Hyd. Energy 2012, 37, 6097–6105. [Google Scholar] [CrossRef]
- Zhen, H.S.; Cheung, C.S.; Leung, C.W.; Choy, Y.S. A comparison of the emission and impingement heat transfer of LPG-H2 and CH4-H2 premixed flames. Int. J. Hyd. Energy 2012, 37, 10947–10955. [Google Scholar] [CrossRef]
- Mohr, J.W.; Yagoobi, J.S.; Page, R.H. Combustion measurements from an impinging radial jet reattachment flame. Comb. Flame 1996, 106, 69–80. [Google Scholar] [CrossRef]
- Singh, G.; Chander, S.; Ray, A. Heat transfer characteristics of natural gas/air swirling flame impinging on a flat surface. Exp. Therm. Fluid Sci. 2012, 41, 165–176. [Google Scholar] [CrossRef]
- Singh, S.; Chander, S. Heat transfer characteristics of dual flame with outer swirling and inner non-swirling flame impinging on a flat surface. Int. J. Heat Mass Transf. 2014, 77, 995–1007. [Google Scholar] [CrossRef]
- Singh, S.; Chander, S. Heat transfer characteristics of dual swirling flame impinging on the flat surface. Exp. Therm. Fluid Sci. 2015, 89, 1–12. [Google Scholar] [CrossRef]
- Huang, X.Q.; Leung, C.W.; Chan, C.K.; Probert, S.D. Thermal characteristics of a premixed impinging circular laminar-flame jet with induced swirl. Appl. Energy 2006, 83, 401–411. [Google Scholar] [CrossRef]
- Zhao, Z.; Yuen, D.W.; Leung, C.W.; Wong, T.T. Thermal performance of a premixed impinging circular flame jet array with induced-swirl. Appl. Therm. Eng. 2009, 29, 159–166. [Google Scholar] [CrossRef]
- Luo, D.D.; Zhen, H.S.; Leung, C.W.; Cheung, C.S. Premixed flame impingement heat transfer with induced swirl. Int. J. Heat Mass Transf. 2010, 53, 4333–4336. [Google Scholar] [CrossRef]
- Agrawal, G.K.; Chakraborty, S.; Som, S.K. Heat transfer characteristics of premixed flame impinging upwards to plane surfaces inclined with the flame jet axis. Int. J. Heat Mass Transf. 2010, 53, 1899–1907. [Google Scholar] [CrossRef]
- Kwok, L.C.; Leung, C.W.; Cheung, C.S. Heat transfer characteristics of an array of impinging. Int. J. Heat Mass Transf. 2005, 48, 1727–1738. [Google Scholar] [CrossRef]
- Makmool, U.; Jugjai, S.; Tia, S. Structures and performances of laminar impinging multiple premixed LPG–air flames. Fuel 2013, 112, 254–262. [Google Scholar] [CrossRef]
- Dong, L.L.; Leung, C.W.; Cheung, C.S. Heat transfer and wall pressure characteristics of a twin. Int. J. Heat Mass Transf. 2004, 47, 489–500. [Google Scholar] [CrossRef]
- Dong, L.L.; Leung, C.W.; Cheung, C.S. Heat transfer of a row of three butane/air flame jets impinging on a flat plate. Int. J. Heat Mass Transf. 2003, 46, 113–125. [Google Scholar] [CrossRef]
- Chander, S.; Ray, A. Heat transfer characteristics of three interacting methane air flame jets impinging on a flat surface. Int. J. Heat Mass Transf. 2007, 50, 640–653. [Google Scholar] [CrossRef]
- Hindasageri, V.; Kuntikana, P.; Vedula, R.P.; Prabhu, S.P. An experimental and numerical investigation of heat transfer distribution of perforated plate burner flames impinging on a flat plate. Int. J. Therm. Sci. 2015, 94, 156–169. [Google Scholar] [CrossRef]
- Li, J.Z.; Yuan, L.; Mongia, H.C. Simulation investigation on combustion characteristics in a four-point lean direct injection combustor with hydrogen/air. Appl. Sci. 2017, 7, 619. [Google Scholar] [CrossRef]
- Pantangi, V.K.; Mishra, S.C.; Muthukumar, P.; Reddy, R. Studies on porous radiant burners for LPG (liquefied petroleum gas) cooking applications. Energy 2011, 36, 6074–6080. [Google Scholar] [CrossRef]
- Muthukumar, P.; Shyamkumar, P.I. Development of novel porous radiant burners for LPG cooking applications. Fuel 2013, 112, 562–566. [Google Scholar] [CrossRef]
- Boggavarapu, P.; Ray, B.; Ravikrishna, R.V. Thermal efficiency of LPG and PNG-fired burners experimental and numerical studies. Fuel 2014, 116, 709–715. [Google Scholar] [CrossRef]
- Wu, J.; Seyed-Yagoobi, J. Heat transfer and combustion characteristics of an array of radial jet reattachment flames. Comb. Flame 2001, 125, 955–964. [Google Scholar] [CrossRef]
- Tajik, A.R.; Hindasageri, V. A numerical investigation on heat transfer and emissions characteristics of impinging Radial Jet Reattachment Combustion (RJRC) flame. Appl. Therm. Eng. 2015, 89, 534–544. [Google Scholar] [CrossRef]
- ANSYS FLUENT Theory Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013; pp. 187–194.
- Sorrentino, G.; Ceriello, G.; de Joannon, M.; Sabia, P.; Ragucci, R.; van Oijen, J.; Cavaliere, A.; de Goey, L.P.H. Numerical investigation of moderate or intense low-oxygen dilution combustion in a cyclonic burner using a flamelet generated manifold approach. Energy Fuels 2018, 32, 10242–10255. [Google Scholar] [CrossRef]
- Attarha, M.J.; Sattari-Far, I. Study on welding temperature distribution in thin welded plates through experimental measurements and finite element simulation. J. Mater. Process. Tech. 2011, 211, 688–694. [Google Scholar] [CrossRef]
- ANSYS FLUENT User’s Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013; pp. 701–713.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters/Method | Value/Range | Numerical Simulation Method |
|---|---|---|
| LPG/air mixture velocity inlet | 17–35 m/s | - |
| Inlet temperature | 27 °C (300 K) | |
| Outlet | 0 Pa | - |
| Wall | No-slip | - |
| Process time | 30 minutes | - |
| Equivalence ratio | 0.8–1.2 | - |
| Reynolds number | 2368–4876 | - |
| Dimensionless distance between the gas torch outlet and the steel plate (H/d) | 25–75 | - |
| Turbulence model | - | Standard k-ε |
| Combustion model | - | Eddy dissipation model (EDM) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ngo, T.T.; Zhou, T.; Go, J.; Nguyen, H.V.; Lee, G.S. Improvement of the Steel-Plate Temperature during Preheating by Using Guide Vanes to Focus the Flame at the Outlet of a Gas Torch. Energies 2019, 12, 869. https://doi.org/10.3390/en12050869
Ngo TT, Zhou T, Go J, Nguyen HV, Lee GS. Improvement of the Steel-Plate Temperature during Preheating by Using Guide Vanes to Focus the Flame at the Outlet of a Gas Torch. Energies. 2019; 12(5):869. https://doi.org/10.3390/en12050869
Chicago/Turabian StyleNgo, Tu Thien, Tianjun Zhou, Junho Go, Hap Van Nguyen, and Geun Sik Lee. 2019. "Improvement of the Steel-Plate Temperature during Preheating by Using Guide Vanes to Focus the Flame at the Outlet of a Gas Torch" Energies 12, no. 5: 869. https://doi.org/10.3390/en12050869